
旋削加工での工具寿命を延ばす方法
旋削加工時の主な3つの加工パラメータは速度、送り、切込み深さです。それぞれが工具寿命に影響します。最高の旋削工具寿命のためには:
- 切削速度 (vc) の低減(発熱を抑えるため)
- 送り (fn) の最適化(最短の切削時間を実現するため)
- 切込み深さ (ap) の最適化(切削数の低減のため)
切削速度、vc
低すぎる
- 構成刃先
- 刃先の目つぶれ
- 不経済
- 加工面粗さ不良
高すぎる
- 急速な逃げ面摩耗
- 仕上がりが不十分
- 急速なすくい面摩耗
- 塑性変形
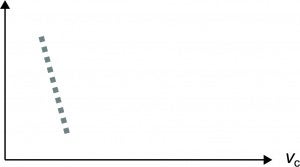
切削速度 (vc) は工具寿命に大きく影響します。vcを調整して、最高の経済性のvcにしてください。
(Y軸での工具寿命)
送り速度、fn
低すぎる
- 糸状の切りくず
- 急速な逃げ面摩耗
- 構成刃先
- 不経済
高すぎる
- 少ない切りくず処理
- 仕上面不良
- すくい面摩耗/塑性変形
- 高い消費動力
- 切りくずの溶着
- チップハンマリング
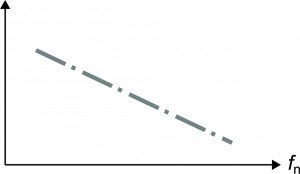
送り (fn) はvcほど工具寿命に影響しません。
(Y軸での工具寿命)
切込み深さ、ap
浅すぎる
- 少ない切りくず処理
- びびり
- 過剰な熱
- 不経済
深すぎる
- 高い消費動力
- チップの欠損
- 切削抵抗の増加
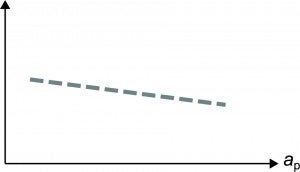
切込み深さ (ap) は工具寿命にわずかに影響します。
(Y軸での工具寿命)
工具メンテナンス
工場内で工具メンテナンスのルーチンを確立することで、旋削加工での工具寿命を延ばし、トラブルを回避して、コストを節約することが可能です。
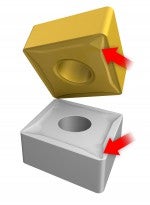
チップシートのチェック
加工中または取り扱い時にチップシートが損傷していないことを確認することが重要です。
点検項目:
- 摩耗により広がったポケット。チップがポケットの適切な位置にセットされません。0.02 mm (0.0008") ゲージを使用してギャップをチェックしてください
- シムとポケット底面とのあいだにあるコーナーにギャップがないのは許容されています
- シムが損傷している場合。切削領域にチッピングが生じたコーナがあってはなりません
- 切りくず処理、および/またはチップからの盛り上がりによるシムの摩耗


チップシートの清掃
加工中に発生した汚れや切りくずがチップシートに付着していないことを確認してください。必要に応じて、圧縮エアーでチップシートを清掃してください。カッティングヘッド付きのボーリングバイトを使用している場合は、カッティングヘッドの交換時にヘッドとバイトの間のカップリングを確認して清掃することも重要です。

トルクレンチ

スクリュークランプのツールホルダで最高の性能を達成するために、トルクレンチを使用しチップを正しく締める必要があります。それぞれのツールホルダ用の推奨トルクを使用してください。
- トルクが高すぎると、工具性能に悪影響を与え、チップとスクリューの破損原因となります。
- トルクが低すぎると、チップのずれやびびりの発生、切削成果の低下の原因となります。
スクリューのクランプ
必ずトルクレンチを使用して、スクリューが適切に締め付けられていることを確認してください。スクリューに潤滑剤を十分塗布して固着を防止すること。潤滑剤は、ねじ山にもスクリューヘッド面にも塗布してください。摩耗または損傷したスクリューは交換してください。
