L'attenta osservazione dell'inserto/tagliente dopo la lavorazione può aiutare a ottimizzare i risultati in relazione a durata utensile, qualità del filetto e velocità di taglio. Prima della filettatura successiva, fare riferimento a questo elenco di cause e soluzioni delle varie forme di usura dell'inserto.
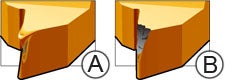
Deformazione plastica
Inizia come deformazione plastica (A), che porta a scheggiatura del tagliente (B).
Temperatura eccessiva nella zona di taglio
Adduzione di refrigerante inadeguata
Qualità inadeguata
a) Ridurre la velocità di taglio, aumentare il numero di incrementi b) Ridurre la massima profondità di incremento, controllare il diametro prima della filettatura
Migliorare l’adduzione di refrigerante
Scegliere una qualità con maggiore resistenza alla deformazione plastica
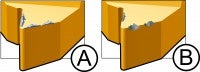
Tagliente di riporto (T.d.R)
Tagliente di riporto (A) e scheggiatura del tagliente (B) spesso si verificano in combinazione. Il tagliente di riporto accumulato viene poi trascinato via insieme a piccole quantità di materiale dell'inserto, provocandone la scheggiatura.
Spesso si verifica con gli acciai inossidabili e con quelli a basso tenore di carbonio
Qualità inadeguata o temperatura del tagliente troppo bassa
Aumentare la velocità di taglio
Scegliere un inserto dotato di buona tenacità, preferibilmente con rivestimento PVD
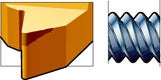
Rottura dell'inserto
Errata tornitura del diametro prima della filettatura
Serie di incrementi troppo complessa
Qualità inadeguata
Controllo truciolo insufficiente
Posizionamento in altezza scorretto
Tornire il diametro alla dimensione corretta prima dell'operazione di filettatura, 0.03–0.07 mm (0.001–0.003 poll.) radialmente superiore al diametro max del filetto
Aumentare il numero di incrementi. Ridurre il valore dell'incremento più grande
Selezionare una qualità più tenace
Passare alla geometria C e usare l’incremento sul fianco modificato
Correggere il posizionamento in altezza
Rapida usura sul fianco
Materiale fortemente abrasivo
Velocità di taglio troppo alta
Profondità di incremento troppo piccola
Inserto posizionato sopra l'asse
Qualità inadeguata. Scegliere una qualità più resistente all’usura
Ridurre la velocità di taglio
Ridurre il numero di incrementi
Correggere il posizionamento in altezza
Anomala usura sul fianco
Superficie di scarsa qualità su un fianco del filetto
Metodo non corretto di incremento sul fianco
L'angolo di inclinazione dell'inserto non corrisponde all'angolo di attacco del filetto
Cambiare il metodo di incremento sul fianco per le geometrie F e A: 3–5° dal fianco, per la geometria C: 1° dal fianco
Cambiare il supporto per ottenere l'angolo di inclinazione corretto
Vibrazioni
Bloccaggio del pezzo inadeguato
Setup dell'utensile non corretto
Dati di taglio non corretti
Posizionamento in altezza scorretto
a) Utilizzare griffe morbide b) Quando si utilizza la contropunta, ottimizzare il foro di centraggio del componente e controllare la pressione di contropunta/trascinatore frontale
a) Minimizzare la sporgenza dell'utensile b) Controllare che il manicotto di bloccaggio delle barre non sia usurato c) Usare barre antivibranti specifiche per la tornitura dei filetti
Aumentare la velocità di taglio; se ciò non serve, ridurre sensibilmente la velocità e provare la geometria F