
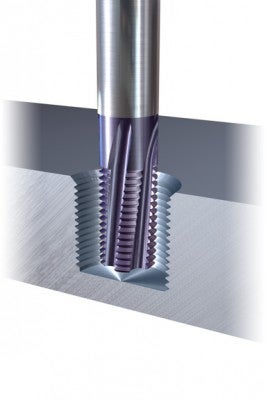
Come scegliere le frese per filetti
Le soluzioni di fresatura dei filetti a punta singola o multipla sono adatte per diverse applicazioni.
Punta singola

- Per filetti interni di dimensioni medio-grandi
- Per filetti esterni più grandi su componenti asimmetrici
- Quando la stabilità non è sufficiente – come per la fresatura dei filetti
che richiedono lunghe sporgenze utensile e/o in componenti a parete sottile - Quando è necessario usare lo stesso inserto per passi differenti
- Quando la potenza necessaria è bassa
- Per lotti di piccole dimensioni e produzione mista
Punta multipla
- Per operazioni di filettatura e smussatura con un solo utensile
- Per completare il filetto in una sola passata a 360°
- Quando occorre usare lo stesso utensile per più dimensioni di filetto
(a condizione che il passo sia lo stesso)
Tipi di inserti
Ci sono due tipi di inserti principali per gli utensili di fresatura a punta singola. I diversi argomenti tecnici ed economici per ogni inserto costituiscono le considerazioni principali nella scelta dell'applicazione.
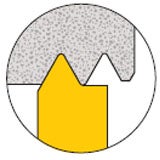
Profilo completo
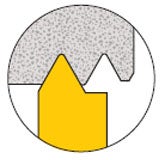
Profilo a V
Inserti a profilo completo – scelta prioritaria per forme di filetto di alta qualità
Il tipo più comune di inserto, utilizzato per formare un profilo di filetto completo, compresa la cresta.
- Assicura profondità, fondi e raggi ottimali per un filetto più robusto
- Il sovrametallo da lasciare nella parte superiore del filetto dovrebbe essere compreso tra 0.03–0.07 mm (0.001–0.003 poll.)
- Nessuna necessità di operazioni di sbavatura dopo la filettatura
- Meno passate rispetto a un inserto con profilo a V, grazie al raggio di punta più grande
- Per ogni passo e profilo è richiesto un inserto specifico
- Filettatura ad alta produttività
Il sovrametallo supplementare lasciato nella parte superiore del filetto è necessario a rifinire il diametro sulla cresta del filetto.
Inserti con profilo a V - per ridurre le scorte di utensili al minimo
Questi inserti non eseguono le creste dei filetti. Pertanto, il diametro esterno delle viti e il diametro interno delle madreviti devono essere lavorati al diametro esatto, prima della filettatura.
- Lo stesso inserto può essere utilizzato per una gamma di passi diversi, a condizione che l'angolo del profilo del filetto (60° o 55°) sia lo stesso
- Meno inserti in magazzino
- Il raggio di punta è quello del passo più piccolo e ciò riduce la durata utensile
Raccomandazioni relative agli utensili
Usare sempre portautensili con buona precisione di runout per aumentare la durata utensile.
Mandrino idraulico | Mandrinoa pinza | Attacco Weldon | Bloccaggiotermico | ||
 |  |  |  | ||
 | Frese per filetti a inserti multitaglienti |  |  | ||
 | Frese per filetti in metallo duro integrale | | | |
Scelta prioritaria | |
Scelta secondaria |
