
Standard di riferimento dei filetti e tolleranze di maschiatura
Standard di riferimento dei filetti
Gli utensili di maschiatura sono disponibili in cinque diversi standard: ISO, ANSI, DIN, DIN/ANSI e JIS. DIN e ISO sono comuni in tutto il mondo, ANSI è più comune nei mercati americani e JIS è più comune nei mercati asiatici.
- ISO, ANSI e JIS hanno una OAL (lunghezza globale) piuttosto corta e sono abbastanza simili, a parte il fatto che il diametro dello stelo è in pollici per ANSI e metrico per ISO e JIS
- DIN è una versione lunga, con diametro di stelo metrico e OAL lunga
- DIN/ANSI è un misto di entrambi, con diametro di stelo ANSI e OAL DIN

ISO, ANSI, JIS

DIN, DIN/ANSI
Stelo ISO e dimensioni del quadro

| Diametro stelo (DMM),mm | Quadro (WSC), mm | ISO 529 Metrico | ISO 529 UNC/UNF BSW/BSF | ISO2283 Metrico | ISO2284 G | ISO2284 Rc |
| 2.50 | 2.00 | M1 M1.2 M1.4 M1.6 M1.8 M2 | No. 0 No. 1 | |||
| 2.80 | 2.24 | M2.2 M2.5 | No. 2 No. 3 | |||
| 3.15 | 2.50 | M3 | No. 4 No. 5 | M3 | ||
| 3.55 | 2.80 | M3.5 | No. 6 | M3.5 M4 | ||
| 4.00 | 3.15 | M4 | M5 | |||
| 4.50 | 3.55 | M4.5 | No. 8 | M6 | ||
| 5.00 | 4.00 | M5 | No. 10 3/16 | |||
| 5.60 | 4.50 | M5.5 | No. 12 7/32 | M7 | ||
| 6.30 | 5.0 | M6 | 1/4 | M8 | ||
| 7.10 | 5.60 | M7 | 9/32 | |||
| 8.00 | 6.30 | M8 | 5/16 | M10 | G1/8 | Rc 1/8 |
| 9.00 | 7.10 | M9 | M12 | |||
| 10.00 | 8.00 | M10 | 3/8 | G1/4 | Rc1/4 | |
| 8.00 | 6.30 | M11 | 7/16 | |||
| 9.00 | 7.10 | M12 | 1/2 | |||
| 11.20 | 9.00 | M14 | 9/16 | M14 | ||
| 12.50 | 10.00 | M16 | 5/8 | M16 | G3/8 | Rc3/8 |
| 14.00 | 11.20 | M18 M20 | 11/16 3/4 | M18 M20 | ||
| 16.00 | 12.50 | M22 | 7/8 | M22 | ||
| 18.00 | 14.00 | M24 | 1” | M24 | G5/8 | Rc5/8 |
| 20.00 | 16.00 | M27 M30 | 1 1/8 | M27 M30 | G3/4 | Rc3/4 |
| 22.40 | 18.00 | M33 | 1 1/4 | G7/8 | Rc7/8 | |
| 25.00 | 20.00 | M36 | 1 3/8 | G1” | Rc1” | |
| 28.00 | 22.40 | M39 M42 | 1 1/2 |
Stelo DIN e dimensioni del quadro
| Diametrostelo (DMM), mm | Quadro (WSC), mm | DIN 352 | DIN 371 | DIN 376 | DIN 374 | DIN 2182 | DIN 2183 | DIN 353 DIN 374 |
| 2.5 | 2.1 | M1 M1.1 M1.2 M1.4 M1.6 M1.8 | M1 M1.1 M1.1 M1.1 M1.6 M1.8 | M3.5 | M3.5 | 1/16 | ||
| 2.8 | 2.1 | M2 M2.2 M2.5 | M2 M2.2 M2.5 | M4 | M4 | 3/32 | 5/32 | |
| 3.20 | 2.4 | 3/16 | ||||||
| 3.50 | 2.70 | M3 | M3 | M5 | M5 | |||
| 4.00 | 3.00 | M3.5 | M3.5 | 1/8 | ||||
| 4.50 | 3.40 | M4 | M4 | M6 | M5.5 | 5/32 | 1/4 | |
| 6.00 | 4.90 | M5 M6 M8 | M5 M6 | M8 | M8 | 3/16 | 5/16 | |
| 7.00 | 5.50 | M10 | M10 | M9 M10 | 1/4 | 3/8 | ||
| 8.00 | 6.20 | M8 | 5/16 | 7/16 | ||||
| 9.00 | 7.00 | M12 | M12 | M12 | 3/8 | 1/2 | ||
| 10.00 | 8.00 | M10 | ||||||
| 11.00 | 9.00 | M14 | M14 | M14 | 9/16 | |||
| 12.00 | 9.00 | M16 | M16 | M16 | 5/8 | |||
| 14.00 | 11.00 | M18 | M18 | M18 | 3/4 | |||
| 16.00 | 12.00 | M20 | M20 | M20 | ||||
| 18.00 | 14.50 | M22 M24 | M22 M24 | M22 M24 | 7/8 | |||
| 20.00 | 16.00 | M27 | M27 | M27 M28 | 1” | |||
| 22.00 | 18.00 | M30 | M30 | M30 | 1 1/8 | |||
| 25.00 | 20.00 | M33 | M33 | M33 | 1 1/4 | |||
| 28.00 | 22.00 | M36 | M36 | M36 | 1 3/8 | |||
| 32.00 | 24.00 | M39 M42 | M39 M42 | M39 M42 | 1 1/2 1 5/8 | |||
| 36.00 | 29.00 | M45 M48 | M45 M48 | M45 M48 | 1 3/4 1 7/8 | |||
| 40.00 | 32.00 | M52 | M52 | 2 | G 1 3/4 | |||
| 45.00 | 35.00 | G 2” | ||||||
| 50.00 | 39.00 | G 2 1/4 G 2 1/2 G 2 3/4 G 3” |
Dimensioni stelo ANSI e quadro

| Diametro stelo (DMM), poll | Quadro (WSC), poll | ASME B94.9 Dim. filettature a macchina | ASME B94.9 Dim. in frazioni di pollice | ASME B94.9 Dimensioni metriche |
| 0.141 | 0.11 | No. 0 No. 1 No. 2 No. 3 No. 4 No. 5 No. 6 | M1.6 M1.8 M2 M2.5 M3 M3.5 | |
| 0.168 | 0.131 | No. 8 | M4 | |
| 0.194 | 0.152 | No. 10 | M5 | |
| 0.220 | 0.165 | No. 12 | ||
| 0.255 | 0.191 | 1/4 | M6 | |
| 0.318 | 0.238 | 5/16 | M7 | |
| M8 | ||||
| 0.381 | 0.286 | 3/8 | M10 | |
| 0.323 | 0.242 | 7/16 | ||
| 0.367 | 0.275 | 1/2 | M12 | |
| 0.429 | 0.322 | 9/16 | M14 | |
| 0.480 | 0.360 | 5/8 | M16 | |
| 0.542 | 0.406 | 11/16 | M18 | |
| 0.590 | 0.442 | 3/4 | ||
| 0.652 | 0.489 | 13/16 | M20 | |
| 0.697 | 0.523 | 7/8 | M22 | |
| 0.760 | 0.570 | 15/16 | M24 | |
| 0.800 | 0.600 | 1 | M25 | |
| 0.896 | 0.672 | 1 1/16 1 1/8 | M27 | |
| 1.021 | 0.766 | 1 3/16 1 1/4 | M30 | |
| 1.108 | 0.831 | 1 5/16 1 3/8 | M33 | |
| 1.233 | 0.925 | 1 7/16 1 1/2 | M36 | |
| 1.305 | 0.979 | 1 5/8 | M39 | |
| 1.430 | 1.072 | 1 3/4 | M42 | |
| 1.519 | 1.139 | 1 7/8 | ||
| 1.644 | 1.233 | 2 | M48 |
Stelo JIS e dimensioni del quadro

| Diametro stelo (DMM), mm | Quadro (WSC), mm | Misura |
| 3 | 2.5 | M1.4 |
| 3 | 2.5 | M1.7 |
| 3 | 2.5 | M2 |
| 3 | 2.5 | M2.3 |
| 3 | 2.5 | M2.5 |
| 3 | 2.5 | M2.6 |
| 4 | 3.2 | M3 |
| 5 | 4 | M4 |
| 5.5 | 4.5 | M5 |
| 6 | 4.5 | M6 |
| 6.2 | 5 | M8 |
| 7 | 5.5 | M10 |
| 8.5 | 6.5 | M12 |
| 10.5 | 8 | M14 |
| 12.5 | 10 | M16 |
| 14 | 11 | M18 |
| 15 | 12 | M20 |
| 17 | 13 | M22 |
| 19 | 15 | M24 |
Tolleranze di maschiatura
| Classe di tolleranza, maschio |
| ISO | DIN | ANSIBS | Tolleranza, filetto interno (madrevite) | Applicazione |
| ISO 1 | 4 H | 3 B | 4 H 5 H | Accoppiamento preciso senza gioco |
| ISO 2 | 6H | 2B | 4 G 5 G 6 H | Accoppiamento normale |
| ISO 3 | 6 G | 1B | 6 G 7 H 8 H | Accoppiamento con tolleranza ampia |
| - | 7 G | - | 7 G 8 G | Accoppiamento con gioco per successivo trattamento o rivestimento |
Tolleranza maschio vs. tolleranza su filetto interno (madrevite)
La normale tolleranza sul maschio è ISO 2 (6H) e genera un accoppiamento di qualità media tra vite e madrevite. La tolleranza di classe inferiore (ISO 1) genera un accoppiamento di precisione senza gioco sui fianchi tra vite e madrevite. La tolleranza di classe superiore (ISO 3) genera un accoppiamento grossolano con un ampio gioco. Questo serve se la madrevite deve essere rivestita o si desidera un accoppiamento con gioco. Tra le tolleranze 6H (ISO2) e 6G (ISO3), e tra 6G e 7G, ci sono anche maschi con tolleranza 6HX e 6GX. “X” significa che la tolleranza è fuori standard ed è usata per maschi che lavorano materiali ad alta resistenza o abrasivi, come la ghisa. Questi materiali non creano problemi di sovradimensionamento e una tolleranza maggiore può servire a prolungare la durata utensile. La larghezza dell'intervallo di tolleranza è uguale tra 6H e 6HX. I maschi a rullare sono generalmente costruiti con tolleranza 6HX o 6GX.
I filetti gas fanno riferimento ai seguenti standard:
- Filetti G secondo ISO 228-1. Una sola classe per i filetti interni (maschio)
- Filetti Rc e Rp secondo ISO 7-1
- NPT ed NPSM secondo ANSI B1.20.1
- NPTF ed NPSF secondo ANSI B1.20.3
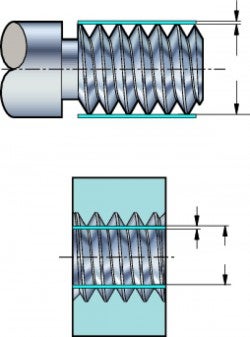
Posizionamento della tolleranza
La larghezza dell'intervallo di tolleranza su un maschio concepito per una specifica tolleranza è molto più piccola della larghezza dell'intervallo di tolleranza sul filetto finito. La tolleranza del maschio è posizionata in modo che il maschio tagli un filetto corretto fin dall'inizio. Durante l'utilizzo, il maschio si usura gradualmente fino a diventare troppo piccolo per tagliare un filetto corretto perché più piccolo della tolleranza di classe inferiore del calibro GO. La soluzione ideale sarebbe posizionare la tolleranza del maschio in corrispondenza della parte superiore dell'area del filetto interno ma, in tal caso, il rischio che il maschio tagli un filetto sovradimensionato, sopra il limite superiore del calibro NO-GO, è troppo grande. I maschi con tolleranza “X”, usati per materiali che non provocano problemi di sovradimensionamento, sono posizionati più in alto. Il risultato è una più lunga durata utensile, essendo possibile arrivare a un'usura maggiore prima che il maschio tagli un filetto troppo piccolo.
Tolleranze DIN
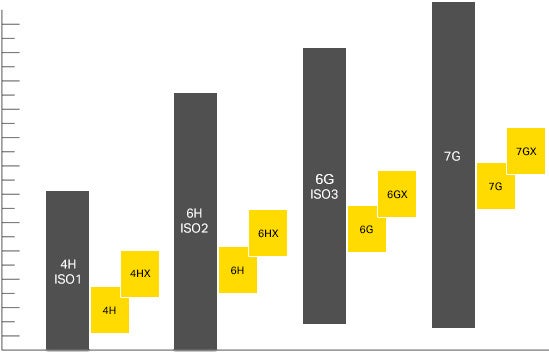
 | Classi tolleranza dei filetti Zone di tolleranza dei maschi |
Tolleranze ANSI
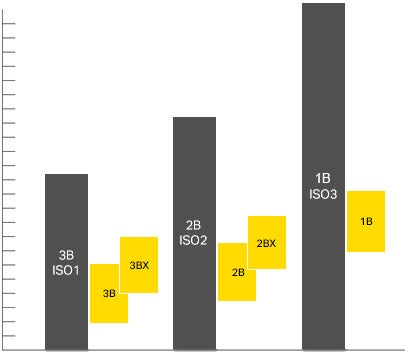
| Classi tolleranza dei filetti Zone di tolleranza dei maschi |
