
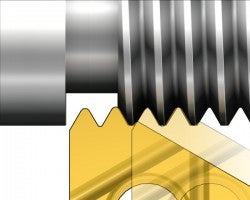
Come scegliere inserto e supporto per la tornitura dei filetti
Per scegliere l'inserto più adatto a una determinata applicazione di tornitura dei filetti, è necessario considerare tipo di inserto, spoglia sul fianco/radiale e geometria dell'inserto. Questi sono tutti fattori che incidono su controllo truciolo, usura dell'inserto, durata utensile e qualità del filetto.
Come scegliere il tipo di inserto
Per la tornitura di un filetto, è possibile scegliere tre tipi di inserto principali; Inserti a profilo completo, con profilo a V e a punta multipla. Ognuno di questi tipi presenta vantaggi e svantaggi.
Inserto a profilo completo
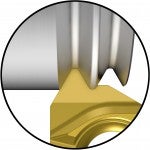
L'inserto a profilo completo è il tipo di inserto più comune. Serve a tagliare un profilo di filetto completo, compresa la cresta.
Vantaggi
- Assicura profondità, fondi e raggi ottimali per un filetto più robusto
- Nessuna necessità di sbavatura del profilo del filetto
- Meno passate rispetto a un inserto con profilo a V, grazie al raggio di punta più grande
- Filettatura ad alta produttività.
Svantaggi
Per ogni passo e profilo, è richiesto un inserto specifico.
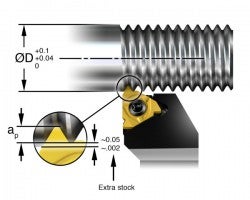
Nota: è consigliabile lasciare un sovrametallo/materiale supplementare sul diametro del pezzo per completare il diametro finale del filetto (0.05–0.07 mm (0.002 - 0.003 poll.))
Inserto con profilo a V
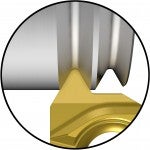
Gli inserti con profilo a V non eseguono le creste dei filetti. Pertanto, il diametro esterno delle viti e il diametro interno delle madreviti devono essere lavorati al diametro esatto, prima della filettatura.
Vantaggi
- Flessibilità; lo stesso inserto può essere utilizzato per una gamma di passi diversi, a condizione che l'angolo del profilo del filetto (60° o 55°) e il raggio siano uguali
- Quantità minima di utensili di scorta in magazzino
Svantaggi
- Il raggio di punta dell’inserto è minore per coprire la gamma di passi, pertanto la durata utensile diminuisce
- La formazione di bave può essere un problema
Inserto a punta multipla
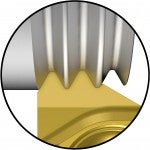
Gli inserti a punta multipla sono simili agli inserti a profilo completo ma hanno più di una punta (NT>1). Un inserto a due punte raddoppia la produttività mentre un inserto a tre punte la triplica e così via.
Vantaggi
- Il minore numero di passate richiesto aumenta la durata utensile e la produttività abbassando, nel contempo, il costo per gli utensili
Svantaggi
- Date le maggiori forze di taglio dovute alla superiore lunghezza di contatto del tagliente, le condizioni devono essere stabili
- Per generare la profondità completa del filetto, ci deve essere spazio sufficiente a liberare l’ultimo dente dell’inserto dopo l’ultimo filetto
Come scegliere la geometria di inserto
Scegliere la corretta geometria di inserto è importante le operazioni di tornitura dei filetti. La geometria influisce su controllo truciolo, usura dell'inserto, qualità del filetto e durata utensile.
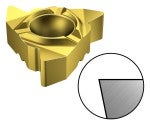
Geometria piatta
- Universale e utilizzabile sulla maggior parte dei materiali
- Tagliente arrotondato che assicura robustezza
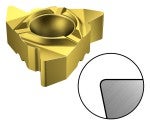
Geometria "affilata"
- Per materiali con tendenza all'incollamento o all'incrudimento, ad es. acciai a basso tenore di carbonio, acciai inossidabili, materiali non ferrosi e superleghe
- Tagliente affilato per basse forze di taglio e buona finitura superficiale
Geometria con rompitrucioli

- Per materiali a truciolo lungo come quelli a basso tenore di carbonio. Utilizzabile anche su acciai inossidabili, acciai legati e materiali non ferrosi
- Si tratta della geometria che favorisce maggiormente la lavorazione continua e non presidiata
- Da non utilizzare con l'incremento radiale
Ulteriori informazioni sugli inserti e le qualità per filettatura
Angoli di spoglia inferiore dell'inserto
L'angolo di spoglia tra l'inserto e il filetto è fondamentale per la tornitura precisa e accurata del filetto. I tipi sono due: spoglia radiale (ALP) e spoglia sul fianco (ALF).
| Spoglia radiale | Spoglia sul fianco |
Spoglia sul fianco
L'angolo di spoglia inferiore del tagliente tra i lati dell'inserto e il fianco del filetto è indispensabile ad assicurare che l'usura dell'utensile si sviluppi uniformemente, per filetti di qualità alta e costante. L'inserto dovrebbe quindi essere inclinato per ottenere la massima spoglia inferiore simmetrica sui fianchi (spoglia sul fianco) e il corretto profilo del filetto. L'angolo di inclinazione dell'inserto dovrebbe essere lo stesso dell'elica del filetto.
Spoglia sul fianco
Selezione del supporto
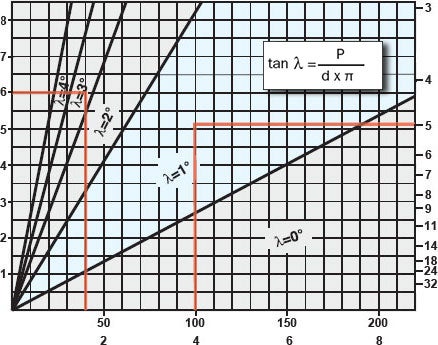
I supporti per gli inserti servono a fornire differenti inclinazioni all'inserto, in modo che l'angolo di inclinazione (λ) dell'inserto sia uguale all'elica del filetto. Vedere la tabella che segue per i metodi di selezione del supporto dell'inserto più adatto.
- Il supporto standard in molti attacchi è pari a 1° che corrisponde all’angolo di inclinazione più comune
- Per la tornitura dei filetti sinistri con utensili destri e viceversa, sono necessari supporti a inclinazione negativa
| Passo reale (passo) mm | Filetti/pollice | ||
 | |||
| Diametro pezzo | mm poll. |
Esempio:
- Passo = 6 mm e pezzo = Ø40 m: è necessario un supporto a 3°
- Passo = 5 filetti per pollice e pezzo = Ø4 pollici: è necessario un supporto a 1°
Filetti con angoli del profilo piccoli
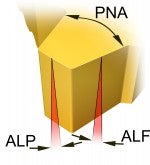
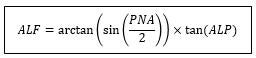
ALP = spoglia radiale
ALF = spoglia sul fianco
Per i filetti ACME, trapezoidali e rotondi, è particolarmente importante scegliere il corretto supporto per inclinare l'inserto, perché la pressione sul tagliente è maggiore e la spoglia sul fianco è minore.
Spoglia sul fianco (ALF) a seconda del profilo
| Spoglia sul fianco (ALF) | Spoglia sul fianco (ALF) | ||
| Metrico, UN | 60° | 7.6° | 5° |
| Whitworth | 55° | 7.1° | 4.7° |
| Trapezoidale | 30° | 4° | 2.6° |
| ACME | 29° | 3.8° | 2.5° |
| Buttress | 10°/3° | 2.7°/0.8° | 1.8°/0.5° |
Spoglia radiale
Per un corretto angolo di spoglia inferiore radiale, gli inserti vengono inclinati a 10° o 15° nell'utensile. Per ottenere la corretta forma del filetto, è importante usare inserti interni con utensili interni e viceversa.
Dimensioni inserto:
11, 16 e 22 mm
(1/4, 3/8 e 1/2 poll.)
Dimensioni inserto:
27 mm (5/8 poll.)
