
Bilanciamento e giri al minuto degli utensili
L'aumento delle velocità di taglio, combinato a requisiti di bilanciamento più elevati, porta a condizioni di bilanciamento più strette dei sistemi di attrezzamento: mandrino macchina, dispositivo di bloccaggio e sistema di utensili.
Requisiti di bilanciamento degli utensili
Il bilanciamento secondo ISO 1940-1 viene spesso rafforzato dalla scelta della classe di bilanciamento immediatamente superiore (ad es. G 2.5 anziché G 6.3). Oltre a essere tecnicamente inutile e a costi elevati, in molti casi questa non è una soluzione fattibile.
Un altro aspetto da considerare per qualificare il carico del mandrino dovuto allo sbilanciamento è che le forze di taglio dinamiche (ad es. quelle generate dal taglio interrotto di una fresa) sono spesso notevolmente più elevate delle forze centrifughe generate dagli sbilanciamenti residui ammissibili. Lo sbilanciamento eccita l'armonica di velocità della struttura della macchina e la quantità di forza centrifuga eccitata deriva dallo sbilanciamento e dalla velocità di rotazione.
I requisiti di qualità del bilanciamento degli utensili per i rotori rigidi indicati in ISO 1940-1 (ad es. i rotori dei motori elettrici, ecc.) non possono essere applicati in modo appropriato al sistema totale perché mandrini, dispositivi di bloccaggio e utensili presentano caratteristiche essenzialmente diverse:
- Mandrini, dispositivi di bloccaggio e utensili sono sistemi diversi (ad es. per il cambio utensile nei centri di lavoro)
- A causa delle imprecisioni di bloccaggio radiale e angolare, un cambio utensile ripetuto all'interno del mandrino modifica le condizioni di bilanciamento del sistema totale
- Le tolleranze di accoppiamento dei singoli componenti (mandrino, dispositivo di bloccaggio e utensile) limitano il processo di bilanciamento.
Le imprecisioni di bloccaggio tra il sistema di utensili e il mandrino limitano la ripetibilità delle condizioni di bilanciamento e, di conseguenza, i requisiti di bilanciamento dei sistemi con utensili rotanti devono tenere conto di tutti i parametri essenziali. L'obiettivo principale è la limitazione delle vibrazioni della macchina dovute allo sbilanciamento, dei carichi del sistema e delle interferenze del processo.
Le suddette circostanze definiscono un nuovo approccio per specificare i requisiti di bilanciamento dei sistemi con utensili rotanti. I requisiti della norma ISO 16084 relativamente al bilanciamento dei sistemi di utensili rotanti prendono in considerazione il carico effettivo sui cuscinetti del mandrino causato dallo sbilanciamento dell'utensile.
ISO 16084 specifica che il carico del cuscinetto dovuto allo sbilanciamento non deve superare l'1% della capacità di carico dinamico dei cuscinetti. In questa norma, tutti gli sbilanciamenti residui ammissibili sono indicati in [g mm] e non sono assegnati a uno specifico livello di qualità della classe G secondo ISO 1940-1 - Requisiti di qualità del bilanciamento per rotori in uno stato (rigido) costante.
Principio di bilanciamento degli utensili
Lo sbilanciamento del rotore può essere dovuto al design, al materiale, alla fabbricazione e all'assemblaggio. Ogni rotore ha una propria distribuzione dello sbilanciamento su tutta la lunghezza, anche nella produzione in serie.
Il bilanciamento è una procedura mediante la quale la distribuzione della massa di un rotore viene controllata e, se necessario, regolata. Ciò serve a garantire che la forza di sbilanciamento che agisce sui cuscinetti del mandrino alla velocità di servizio rientri nella capacità dei cuscinetti. Anche la vibrazione dei perni di banco è controllata per verificare che rientri nei limiti di frequenza specificati.
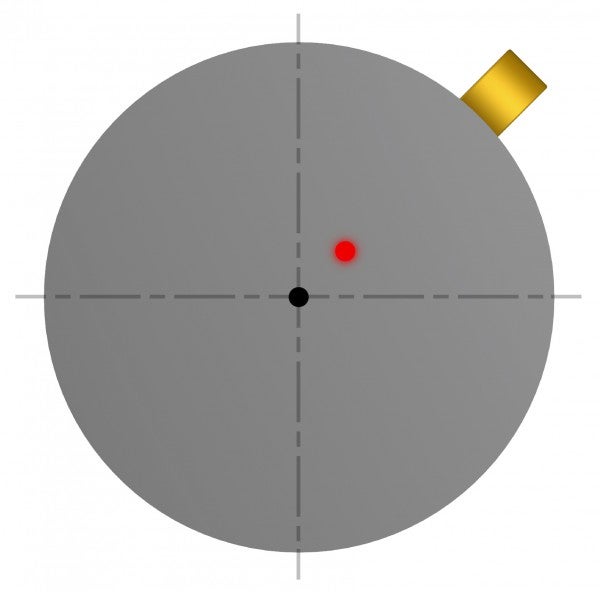
Sbilanciamento, U (g.mm)
Misura che specifica di quanto la massa distribuita asimmetrica devia in direzione radiale dall'asse in rotazione, vedere l'immagine che segue.
U = m × e
Eccentricità, e (µm)
Distanza tra il centro rotazionale e il baricentro, vedere l'immagine che segue.
e = U / m
Forza di sbilanciamento, F (N)
Lo sbilanciamento crea una forza centrifuga che aumenta in modo lineare con lo sbilanciamento e al quadrato con il numero di giri; vedere la forza centrifuga nell'immagine che segue.
F = U × ω2
Principio di bilanciamento degli utensili
- Asse in rotazione
- Baricentro
- Eccentricità
- Massa distribuita asimmetrica
- Forza centrifuga
Contrappeso
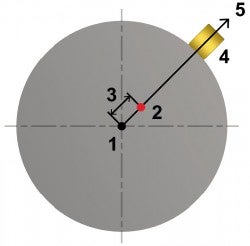
Per compensare le forze centrifughe indesiderate, è possibile rimuovere o aggiungere materiale per spostare il baricentro verso l'asse in rotazione, vedere le immagini che seguono.
Sbilanciamento
- Asse in rotazione
- Baricentro
- Eccentricità
- Massa distribuita asimmetrica
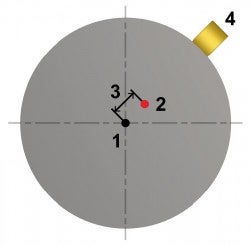
Controbilanciamento con foro di compensazione
- Asse in rotazione
- Baricentro
- Foro di compensazione
- Massa distribuita asimmetrica
Classe di bilanciamento secondo ISO 1940-1 (G)
Quando si bilancia un utensile secondo ISO 1940-1, la classe di bilanciamento G 2.5 a 20 000 giri/min può avere uno sbilanciamento di 1 g.mm/kg (e=1 µm), vedere il grafico che segue. Per fare un esempio, un piccolo adesivo Sandvik Coromant corrisponde a 4 g.mm. Alla stessa velocità rotazionale, la norma ISO 1940/1 consente un maggiore sbilanciamento sui portautensili pesanti piuttosto che su quelli leggeri. Il differente sbilanciamento genera differenti forze di sbilanciamento per cui il carico del sistema non è costante.
Secondo ISO 1940-1 - Requisiti di qualità del bilanciamento per rotori in uno stato (rigido) costante, G è una misura della qualità del bilanciamento di un corpo rotante. G è la velocità tangenziale al baricentro in relazione alla velocità rotazionale. G dipende da velocità rotazionale (n), massa del corpo (m) e sbilanciamento (U). La classe G non può essere individuata senza conoscere la velocità rotazionale.
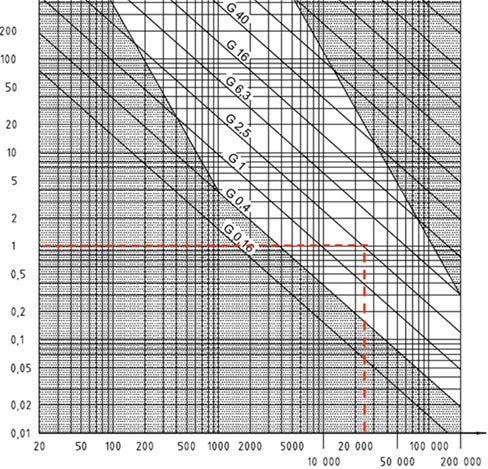
Sbilanciamento specifico residuo ammissibile per differenti classi ISO 1940-1 G.
Asse X: Velocità di servizio n, giri/min
Asse Y: Sbilanciamento specifico residuo ammissibile, eper, g.mm/kg
Esempio di calcolo ISO 1940-1
Portautensili Coromant Capto® C4

- Classe di bilanciamento: G2.5 a 20000 giri/min
- Massa dell’utensile: 1,0 kg
- Equazione della classe di bilanciamento
- Eccentricità = sbilanciamento/massa dell'utensile

L'adesivo Sandvik Coromant corrisponde a 4 g.mm
Bilanciamento secondo ISO 16084
Tailor Made standard per l'applicazione di utensili da taglio ad alta velocità. Lo standard ISO 16084 indica che il sistema di utensili rotanti è bilanciato in modo da considerare il carico effettivo a cui sono sottoposti i cuscinetti del mandrino, non usa le diverse classi G ma fornisce invece un valore specifico dello sbilanciamento accettato (U ) per ogni utensile in g.mm.
Dato che ISO 16084 riguarda esclusivamente l'applicazione di utensili da taglio ad alta velocità, ciò implica anche l'introduzione di una serie di nuovi parametri rispetto al precedente standard ISO. Ciò consente di considerare in modo più realistico lo sbilanciamento del sistema di utensili. Come accennato, i requisiti di sbilanciamento derivano dalla quantità di carico effettiva sui cuscinetti nel mandrino, che è la base per l'intero standard. Di seguito è riportata l'equazione fondamentale per lo standard ISO 16084.

Guida passo-passo al calcolo
- Identificare l'interfaccia del mandrino in questione (parametri individuali definiti). Ad es. Coromant Capto® C4 o HSK-A63
- Determinare il tipo di lavorazione da eseguire
- Lavorazione standard (fBAL = 0,8)
- Lavorazione di precisione (fBAL = 0,2)
- Inserire i parametri specifici dell'utensile
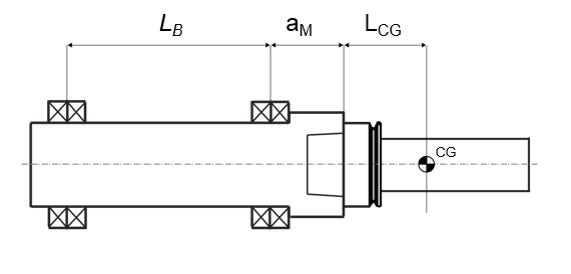
- Massa dell’utensile (mt)
- Lunghezza al baricentro (LCG)
- Velocità rotazione dell'utensile in giri/min (n)
- Calcolare lo sbilanciamento massimo ammissibile (USTAT,PER)
Esempio di calcolo ISO 16084
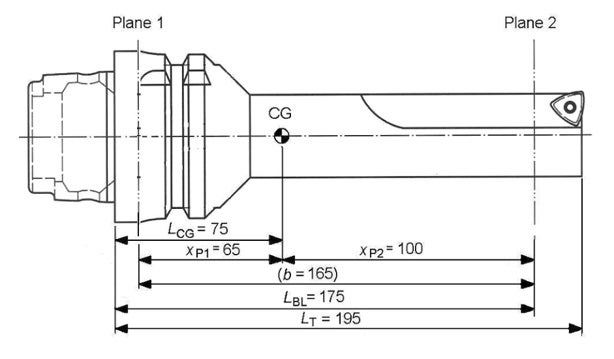
- Identificare l'Interfaccia del mandrino: HSK-A63
- Cdyn = 25 000 N (carico massimo del cuscinetto)
- Am = 50 mm (cuscinetto del naso del mandrino)
- Lb = 415 mm (lunghezza tra cuscinetti)
- Es = 2,00 µm (precisione di accoppiamento dello stelo dell'utensile)
- UBM,TOL = 0,75 g.mm (tolleranza della macchina di bilanciamento)
- Lavorazione determinata: Lavorazione di precisione, fbal = 0,2
- Parametri specifici
- mt = 1,4 kg
- Velocità rotazionale, n=3500 giri/min
- LCG = 75 mm
- USTAT,PER = 282 g.mm
