Torni verticali

I torni verticali (VTL) sono uno dei tipi di macchine tra le più tradizionali. Sono ideali per la lavorazione pesante di componenti medio-grandi. Con tecnologie diverse, i torni verticali stanno anche diventando sempre più multifunzionali.
Configurazione di un tornio verticale

I torni verticali possono lavorare componenti di diametro compreso tra 1 metro e oltre 20 metri (39,37–787,40 poll.). Il design a portale con una ram è la base della costruzione.
I torni verticali assicurano un'efficienza di taglio dei metalli molto elevata. Tuttavia, l'utilizzo della macchina può essere uno svantaggio a causa del tempo necessario per il cambio utensile e le operazioni di carico, fissaggio e scarico dei componenti.
Nell'ultimo decennio, si è ripresentato il bisogno di grandi macchine per lavorare componenti concentrici, con il conseguente aumento della domanda di energia e delle esigenze di trasporto. Turbine a gas, a vapore, eoliche e motori aeronautici richiedono la tornitura di componenti di grandi dimensioni. Anche la produzione di ruote ferroviarie ha visto un drastico aumento delle quantità, sia per i treni merci che per le nuove linee metropolitane e ad alta velocità.

Sviluppo del tornio verticale
Lo sviluppo di macchine multifunzionali di nuova generazione è favorito da diverse tecnologie.
Premisurazione fuori macchina per ridurre i tempi di setup e quelli di cambio utensile e misurazione


- Cambio rapido:Le macchine dotate di blocchi di tornitura possono essere equipaggiate con unità di cambio rapido manuale. Il cambio dell'utensile avviene in meno di un minuto, con precisione elevata ed adduzione di refrigerante interna. Grazie a questo, si riducono i tempi di setup e premisurazione degli utensili rispetto agli utensili a stelo.
- Cambio utensile automatico:Dai blocchi portautensili con attacchi per utensili a stelo ai dispositivi di bloccaggio idromeccanici. Gli utensili vengono cambiati automaticamente, minimizzando i tempi di fermo e permettendo la produzione non presidiata.

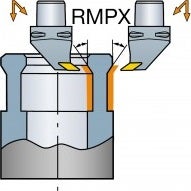
Doppia ram

Per aumentare l'efficienza di taglio del metallo, è possibile eseguire simultaneamente 2 operazioni di tornitura.
Mandrini rotanti
Con l'uso di vari attacchi, sostenuti da 4 accoppiamenti curvici o di bloccaggio angolare, un mandrino principale al centro della RAM può anche azionare una testina a 90°. Ciò consente di disporre di un centro di lavoro a 4 assi, evitando il problema delle lunghe e impegnative operazioni di trasferimento dei componenti di grandi dimensioni da un tornio a un centro di lavoro.
Magazzini utensili
Lo spazio per massimizzare il numero di utensili, date le diverse operazioni che vengono realizzate e la maggiore complessità dei pezzi, viene fornito dai magazzini a catena, come avviene nei grandi centri di lavoro o nelle macchine multi-task, anziché dal tradizionale magazzino a disco.

Refrigerante ad alta pressione
Per collegare il refrigerante attraverso la ram, non ci devono essere parti mobili a creare problemi di tenuta (come mandrini rotanti e torrette). Per le applicazioni estreme, sui torni verticali si utilizzano pressioni fino a 500 bar (7252 psi) ma la norma è di 70 bar (1015 psi).
Cambio utensile automatico con Coromant Capto®
Il segreto della versatilità di un moderno tornio verticale risiede nella sua capacità di adattarsi a diversi tipi di configurazioni portautensili all'estremità della ram. Gli attacchi vengono cambiati automaticamente e riposti in un rack separato. Il cambio automatico degli utensili assicura il massimo utilizzo delle macchine.

Coromant Capto® è la scelta naturale per le operazioni di tornitura ed è disponibile anche per i mandrini rotanti con la stessa misura di accoppiamento. Ciò assicura la massima flessibilità di gestione degli utensili. A seconda del componente, è possibile utilizzare qualunque combinazione di utensili di tornitura, fresatura, foratura e barenatura con lo stesso dispositivo di cambio utensile e lo stesso magazzino.
- Le misure C5, C6, C8, C10 sono utilizzate per i dispositivi di bloccaggio per tornitura, per il cambio rapido manuale o il bloccaggio automatico idromeccanico. L'orientamento è flessibile, assiale o radiale, ed è spesso utilizzato per barre di alesatura per diametri interni più piccoli di quelli a cui può accedere la ram
- Le misure C8 e C10 si utilizzano in presenza di mandrini rotanti. Con la stessa interfaccia per le operazioni di tornitura e con utensili rotanti, la flessibilità di combinazione degli utensili è massima
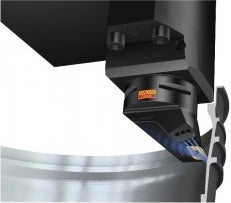
Come lavorare diametri più piccoli rispetto a quelli a cui può accedere la ram

Il manicotto eccentrico è concepito per essere utilizzato con le barre di alesatura. Permette alle barre di alesatura di lavorare diametri più piccoli rispetto a quelli a cui può accedere la ram.
C6 – diametro minimo: 103 mm (4,055 poll.)
C8 – diametro minimo: 133 mm (5,236 poll.)
C5 – diametro minimo: 76 mm (2,992 poll.)
Utilizzare l'adattatore di riduzione eccentrico destro o sinistro per accedere a una gamma più ampia di unità di taglio mantenendo la ram verticale alla stessa distanza.


Sono disponibili unità di taglio per profilatura con orientamento assiale del bloccaggio.