Una inspección cuidadosa de la plaquita y el filo tras el mecanizado puede ayudar a optimizar los resultados en cuanto a vida útil de la herramienta, calidad de la rosca y velocidad de corte. Utilice esta lista de causas y soluciones de las distintas formas de desgaste de la plaquita para conseguir el mejor roscado posible.
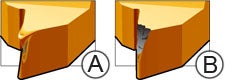
Deformación plástica
Se inicia como una deformación plástica (A), que deriva en astillamiento del filo (B).
Temperatura excesiva en la zona de corte
Suministro de refrigerante inadecuado
Calidad incorrecta
a) Reducir la velocidad de corte, incrementar el número de penetraciones b) Reducir la profundidad de la penetración superior, comprobar el diámetro antes del roscado
Mejorar el suministro de refrigerante
Elegir una calidad con mejor resistencia a la deformación plástica
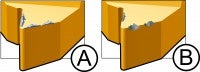
Filo de aportación (BUE, por sus siglas en inglés)
El BUE (A) y el astillamiento del filo (B) suelen ocurrir en combinación. En ese caso, el BUE acumulado es arrancado junto con pequeñas cantidades del material de la plaquita, lo que da lugar al astillamiento.
Se produce a menudo en el acero inoxidable y acero de bajo contenido en carbono
Calidad inadecuada o temperatura del filo demasiado baja
Incrementar la velocidad de corte
Elegir una plaquita con una buena tenacidad, preferiblemente con recubrimiento de PVD
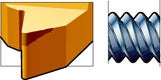
Rotura de la plaquita
Torneado del diámetro inadecuado antes de la operación de roscado
Serie de penetración demasiado fuerte
Calidad incorrecta
Control de la viruta deficiente
Altura central incorrecta
Tornear al diámetro correcto antes del roscado, 0.03–0.07 mm (0.001–0.003 pulg.) radialmente más grande que el diámetro máx. de la rosca
Incrementar el número de penetraciones. Reducir el tamaño de las penetraciones más grandes
Elegir una calidad más tenaz
Cambiar a geometría C y utilizar penetración en flanco modificada
Con la altura central correcta
Rápido desgaste en incidencia
Material altamente abrasivo
Velocidad de corte demasiado alta
Profundidad de penetración demasiado superficial
La plaquita está por encima de la línea central
Calidad incorrecta. Elegir una calidad más resistente al desgaste
Reducir la velocidad de corte
Reducir el número de penetraciones
Con la altura central correcta
Desgaste en incidencia anómalo
Superficie deficiente en un flanco de la rosca
Método incorrecto de penetración en flanco
El ángulo de inclinación de la plaquita no coincide con el ángulo de inclinación de la rosca
Cambiar el método de penetración en flanco para una geometría F- y A-: 5° del flanco, para la geometría C-: 1° del flanco
Cambiar la placa de apoyo para obtener el ángulo de inclinación correcto
Vibración
Sujeción incorrecta de la pieza
Configuración de la herramienta incorrecta
Datos de corte incorrectos
Altura central incorrecta
a) Usar mordazas blandas b) Cuando se use contrapunto, optimizar el agujero de centrado del componente y comprobar la presión del contrapunto/arrastre frontal
a) Minimizar el voladizo de la herramienta b) Asegurarse de que el manguito de sujeción de las barras no esté desgastado c) Usar barras antivibratorias específicas para torneado de roscas
Incrementar la velocidad de corte; Si esto no ayuda, reducir la velocidad drásticamente y pruebe la geometría F-