
Estándares de rosca y tolerancias de agujeros roscados con macho
Estándares de rosca
Las herramientas de roscado con macho se fabrican en cinco estándares diferentes: ISO, ANSI, DIN, DIN/ANSI y JIS. Los estándares DIN e ISO son habituales en todo el mundo, el ANSI es más habitual en el mercado americano y el JIS es más habitual en los mercados asiáticos.
- ISO, ANSI y JIS presentan un valor reducido de longitud total (OAL, por sus siglas en inglés) y se parecen mucho, a excepción del diámetro del mango, que se mide en pulgadas en el caso de ANSI y en métrica en el de ISO y JIS
- DIN es una versión larga, con diámetro del mango en métrica y valor elevado de OAL
- DIN/ANSI es una mezcla de ambos, con diámetro del mango de ANSI y OAL de DIN

ISO, ANSI, JIS

DIN, DIN/ANSI
Dimensiones del cuadradillo y del mango ISO

| Diámetro del mango (DMM),mm | Cuadradillo (WSC), mm | ISO 529 Métrica | ISO 529 UNC/UNF BSW/BSF | ISO2283 Métrica | ISO2284 G | ISO2284 Rc |
| 2.50 | 2.00 | M1 M1.2 M1.4 M1.6 M1.8 M2 | No. 0 No. 1 | |||
| 2.80 | 2.24 | M2.2 M2.5 | No. 2 No. 3 | |||
| 3.15 | 2.50 | M3 | No. 4 No. 5 | M3 | ||
| 3.55 | 2.80 | M3.5 | No. 6 | M3.5 M4 | ||
| 4.00 | 3.15 | M4 | M5 | |||
| 4.50 | 3.55 | M4.5 | No. 8 | M6 | ||
| 5.00 | 4.00 | M5 | No. 10 3/16 | |||
| 5.60 | 4.50 | M5.5 | No. 12 7/32 | M7 | ||
| 6.30 | 5.0 | M6 | 1/4 | M8 | ||
| 7.10 | 5.60 | M7 | 9/32 | |||
| 8.00 | 6.30 | M8 | 5/16 | M10 | G1/8 | Rc 1/8 |
| 9.00 | 7.10 | M9 | M12 | |||
| 10.00 | 8.00 | M10 | 3/8 | G1/4 | Rc1/4 | |
| 8.00 | 6.30 | M11 | 7/16 | |||
| 9.00 | 7.10 | M12 | 1/2 | |||
| 11.20 | 9.00 | M14 | 9/16 | M14 | ||
| 12.50 | 10.00 | M16 | 5/8 | M16 | G3/8 | Rc3/8 |
| 14.00 | 11.20 | M18 M20 | 11/16 3/4 | M18 M20 | ||
| 16.00 | 12.50 | M22 | 7/8 | M22 | ||
| 18.00 | 14.00 | M24 | 1” | M24 | G5/8 | Rc5/8 |
| 20.00 | 16.00 | M27 M30 | 1 1/8 | M27 M30 | G3/4 | Rc3/4 |
| 22.40 | 18.00 | M33 | 1 1/4 | G7/8 | Rc7/8 | |
| 25.00 | 20.00 | M36 | 1 3/8 | G1” | Rc1” | |
| 28.00 | 22.40 | M39 M42 | 1 1/2 |
Dimensiones del cuadradillo y del mango DIN
| Diámetrodel mango (DMM), mm | Cuadradillo (WSC), mm | DIN 352 | DIN 371 | DIN 376 | DIN 374 | DIN 2182 | DIN 2183 | DIN 353 DIN 374 |
| 2.5 | 2.1 | M1 M1.1 M1.2 M1.4 M1.6 M1.8 | M1 M1.1 M1.1 M1.1 M1.6 M1.8 | M3.5 | M3.5 | 1/16 | ||
| 2.8 | 2.1 | M2 M2.2 M2.5 | M2 M2.2 M2.5 | M4 | M4 | 3/32 | 5/32 | |
| 3.20 | 2.4 | 3/16 | ||||||
| 3.50 | 2.70 | M3 | M3 | M5 | M5 | |||
| 4.00 | 3.00 | M3.5 | M3.5 | 1/8 | ||||
| 4.50 | 3.40 | M4 | M4 | M6 | M5.5 | 5/32 | 1/4 | |
| 6.00 | 4.90 | M5 M6 M8 | M5 M6 | M8 | M8 | 3/16 | 5/16 | |
| 7.00 | 5.50 | M10 | M10 | M9 M10 | 1/4 | 3/8 | ||
| 8.00 | 6.20 | M8 | 5/16 | 7/16 | ||||
| 9.00 | 7.00 | M12 | M12 | M12 | 3/8 | 1/2 | ||
| 10.00 | 8.00 | M10 | ||||||
| 11.00 | 9.00 | M14 | M14 | M14 | 9/16 | |||
| 12.00 | 9.00 | M16 | M16 | M16 | 5/8 | |||
| 14.00 | 11.00 | M18 | M18 | M18 | 3/4 | |||
| 16.00 | 12.00 | M20 | M20 | M20 | ||||
| 18.00 | 14.50 | M22 M24 | M22 M24 | M22 M24 | 7/8 | |||
| 20.00 | 16.00 | M27 | M27 | M27 M28 | 1” | |||
| 22.00 | 18.00 | M30 | M30 | M30 | 1 1/8 | |||
| 25.00 | 20.00 | M33 | M33 | M33 | 1 1/4 | |||
| 28.00 | 22.00 | M36 | M36 | M36 | 1 3/8 | |||
| 32.00 | 24.00 | M39 M42 | M39 M42 | M39 M42 | 1 1/2 1 5/8 | |||
| 36.00 | 29.00 | M45 M48 | M45 M48 | M45 M48 | 1 3/4 1 7/8 | |||
| 40.00 | 32.00 | M52 | M52 | 2 | G 1 3/4 | |||
| 45.00 | 35.00 | G 2” | ||||||
| 50.00 | 39.00 | G 2 1/4 G 2 1/2 G 2 3/4 G 3” |
Dimensiones del cuadradillo y del mango ANSI

| Diámetro del mango (DMM), pulg | Cuadradillo (WSC), pulg | ASME B94.9 tamaños de tornillos de máquina | ASME B94.9 tamaños fract. | ASME B94.9 tamaños métricos |
| 0.141 | 0.11 | No. 0 No. 1 No. 2 No. 3 No. 4 No. 5 No. 6 | M1.6 M1.8 M2 M2.5 M3 M3.5 | |
| 0.168 | 0.131 | No. 8 | M4 | |
| 0.194 | 0.152 | No. 10 | M5 | |
| 0.220 | 0.165 | No. 12 | ||
| 0.255 | 0.191 | 1/4 | M6 | |
| 0.318 | 0.238 | 5/16 | M7 | |
| M8 | ||||
| 0.381 | 0.286 | 3/8 | M10 | |
| 0.323 | 0.242 | 7/16 | ||
| 0.367 | 0.275 | 1/2 | M12 | |
| 0.429 | 0.322 | 9/16 | M14 | |
| 0.480 | 0.360 | 5/8 | M16 | |
| 0.542 | 0.406 | 11/16 | M18 | |
| 0.590 | 0.442 | 3/4 | ||
| 0.652 | 0.489 | 13/16 | M20 | |
| 0.697 | 0.523 | 7/8 | M22 | |
| 0.760 | 0.570 | 15/16 | M24 | |
| 0.800 | 0.600 | 1 | M25 | |
| 0.896 | 0.672 | 1 1/16 1 1/8 | M27 | |
| 1.021 | 0.766 | 1 3/16 1 1/4 | M30 | |
| 1.108 | 0.831 | 1 5/16 1 3/8 | M33 | |
| 1.233 | 0.925 | 1 7/16 1 1/2 | M36 | |
| 1.305 | 0.979 | 1 5/8 | M39 | |
| 1.430 | 1.072 | 1 3/4 | M42 | |
| 1.519 | 1.139 | 1 7/8 | ||
| 1.644 | 1.233 | 2 | M48 |
Dimensiones del cuadradillo y del mango JIS

| Diámetro del mango (DMM), mm | Cuadradillo (WSC), mm | Tamaño |
| 3 | 2.5 | M1.4 |
| 3 | 2.5 | M1.7 |
| 3 | 2.5 | M2 |
| 3 | 2.5 | M2.3 |
| 3 | 2.5 | M2.5 |
| 3 | 2.5 | M2.6 |
| 4 | 3.2 | M3 |
| 5 | 4 | M4 |
| 5.5 | 4.5 | M5 |
| 6 | 4.5 | M6 |
| 6.2 | 5 | M8 |
| 7 | 5.5 | M10 |
| 8.5 | 6.5 | M12 |
| 10.5 | 8 | M14 |
| 12.5 | 10 | M16 |
| 14 | 11 | M18 |
| 15 | 12 | M20 |
| 17 | 13 | M22 |
| 19 | 15 | M24 |
Tolerancias del agujero del macho de roscar
| Clase de tolerancia, macho |
| ISO | DIN | ANSIBS | Tolerancia, rosca interior (tuerca) | Aplicación |
| ISO 1 | 4 H | 3 B | 4 H 5 H | Ajuste sin holgura |
| ISO 2 | 6H | 2B | 4 G 5 G 6 H | Ajuste normal |
| ISO 3 | 6 G | 1B | 6 G 7 H 8 H | Ajuste con mucha holgura |
| - | 7 G | - | 7 G 8 G | Ajuste suelto para tratamiento posterior o recubrimiento |
Tolerancia del macho vs. tolerancia de la rosca interior (tuerca)
La tolerancia normal del macho es ISO 2 (6H) para generar un ajuste de calidad media entre tornillo y tuerca. Una tolerancia inferior (ISO 1) genera un ajuste estrecho sin separación en los flancos entre tornillo y tuerca. Una tolerancia más alta (ISO 3) genera un ajuste grueso con mayor separación. Se utiliza si la tuerca tiene recubrimiento o si se prefiere un ajuste suelto. Entre las tolerancias 6H (ISO2) y 6G (ISO3), y entre 6G y 7G, también hay machos con tolerancia 6HX y 6GX. "X" significa que la tolerancia está fuera de la norma y se utiliza para machos destinados a trabajar en materiales muy resistentes o abrasivos como la fundición. Estos materiales no plantean problemas de sobredimensionamiento por lo que es posible utilizar una tolerancia mayor para prolongar la vida útil de la herramienta. La calidad de tolerancia es la misma para 6H y 6HX. Los machos de conformación se producen por lo general con una tolerancia 6HX o 6GX.
Las roscas de tubo tienen como referencia la normativa que se indica a continuación:
- Roscas G según ISO 228-1. Una clase para rosca interior (macho)
- Roscas Rc y Rp según ISO 7-1
- NPT y NPSM según ANSI B1.20.1
- NPTF y NPSF según ANSI B1.20.3
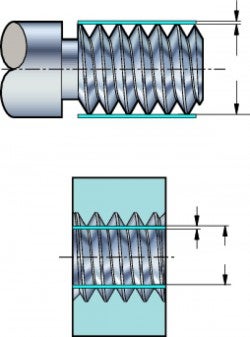
Posicionamiento de la tolerancia
La calidad de tolerancia de un macho de roscar diseñado con una tolerancia específica es mucho más pequeña que la calidad de tolerancia de la rosca acabada. La tolerancia del macho se posiciona de tal modo que mecanice la rosca correcta desde el principio. Cuando se utiliza el macho, se va desgastando de forma gradual y termina siendo demasiado pequeño para mecanizar correctamente una rosca, siendo de menor tamaño que la tolerancia inferior del calibre pasa. La situación más adecuada sería posicionar la tolerancia del macho en la zona superior del área de rosca interior, pero entonces se corre el riesgo de que el macho mecanice una rosca sobredimensionada, por encima del límite superior del calibre no pasa. Los machos con tolerancia "X", utilizadas para materiales que no provocan problemas de sobredimensionamiento, se posicionan en la zona superior. Proporciona una vida útil de la herramienta más prolongada dado que puede producirse más desgaste antes de que el macho llegue a mecanizar una rosca demasiado pequeña.
Tolerancias DIN
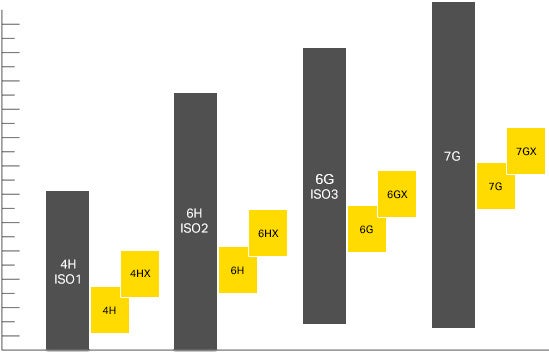
 | Clases de tolerancia de la rosca Zonas de tolerancia del macho |
Tolerancia ANSI
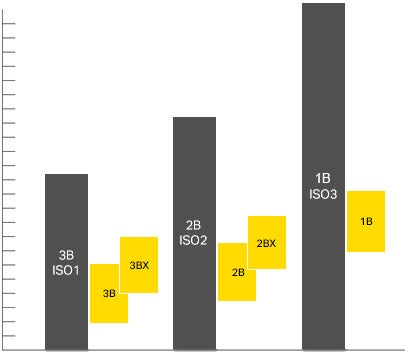
| Clases de tolerancia de la rosca Zonas de tolerancia del macho |
