
Radial angepasstes Bohren

Radial angepasstes Bohren ist nur mit Wendeschneidplattenbohrern möglich.
Die radiale Anpassung des Durchmessers eines Wendeschneidplattenbohrers erweitert den Arbeitsbereich und ermöglicht darüber hinaus:
- eine enge Bohrungstoleranz durch die Voreinstellung des exakten Bohrerdurchmessers, wodurch Herstellungstoleranzen von Bohrer und Wendeschneidplatte ausgeschlossen werden
- eine größere Bohrung als der Bohrerdurchmesser; außerdem müssen andere Bohrergrößen nicht auf Lager gehalten werden
- die Herstellung gestufter und gefaster Bohrungen mit einem Standardbohrer, was bei nicht rotierenden Bohreranwendungen möglich ist
Hinweis: Die Einstellung des Bohrers auf einen kleineren Durchmesser als den Nenndurchmesser wird nicht empfohlen, da dies dazu führen könnte, dass der Bohrerkörper die Bohrungswand zerkratzt.
Herstellung einer Bohrung, die größer als der Bohrer ist
Die maximale radiale Anpassung für radiales Bohrenl hängt von der Überlappung der Zentrum- und Außenschneide ab. Die radiale Anpassung hat Auswirkungen auf die Schnittkraft, wählen Sie daher den niedrigeren Vorschub im empfohlenen Bereich.
Nicht rotierende Anwendung für radial angepasstes Bohren
Radialer Versatz
- Es können Bohrungen hergestellt werden, die größer als der Nenndurchmesser des Bohrers sind
- Kann zur Herstellung von konischen Bohrungen verwendet werden
- Auch Fasen und Gewindefreistiche lassen sich schneiden
- Die Vorbereitung einer Bohrung zum Gewindedrehen kann in einem Arbeitsgang mit dem Fasen erfolgen
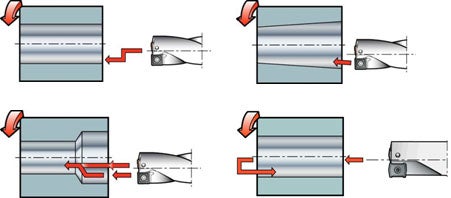
Voreinstellung in einer Drehmaschine
Durch die Voreinstellung des Bohrers und die damit einhergehende Beseitigung der Herstellungstoleranzen des Bohrerkörpers/Plattensitzes und der Wendeschneidplatte, kann bei stabilen Bedingungen eine Toleranz von ±0.05 mm (0.002 Zoll) (IT10-11) erzielt werden.

Rotierende Anwendung für radial angepasstes Bohren
Verstellbarer Halter
Das ist die sauberste und stabilste Lösung für radial angepasstes Bohren in einer Anwendung mit rotierendem Bohrer. Es werden exzentrische Spannaufnahmen werden verwendet, damit verschiedene ISO-Schaftgrößen auf einen Halter passen.
- Radiale Anpassung -0.2 /+0.7 mm (-0.008/+0.028 Zoll)
- Der Verstellbereich des Bohrers darf nicht überschritten werden
- Bohrungstoleranzen ab ± 0.05 mm (0.002 Zoll)
Die Einstellung des Halters erfolgt durch einfaches Drehen des Skalenrings. Er ist in 0.05 mm (0.002 Zoll)-Schritte unterteilt.
Gegebenenfalls muss der Vorschub/U, (fn), aufgrund des längeren Werkzeugüberhangs und den weniger ausgewogenen Schnittkräften durch die Verstellung, reduziert werden.
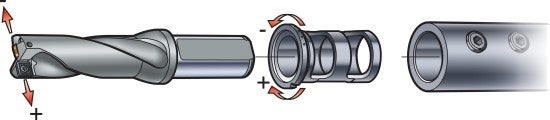
Exzentrische Spannaufnahmen für radial angepasstes Bohren
Exzentrische Spannaufnahmen können zusammen mit Wendeschneidplattenbohrern mit zylindrischen ISO 9766-Schäften eingesetzt werden. Sie sollten nur zur Voreinstellung engerer Bohrungstoleranzen verwendet werden.
Wird eine Spannaufnahme mit einem nächstgrößeren Halter eingesetzt, d.h. Bohrerschaftdurchmesser 25 mm + Spannaufnahme, bedeutet das den Einsatz eines Halters für 32 mm Durchmesser.
- Der radiale Verstellungsbereich beträgt ca. -0.05/+0.15 mm (-0.002/+0.006 Zoll)
- Keinen Durchmesser einstellen, der kleiner ist als der Nenndurchmesser
- Ein Punkt vergrößert/verkleinert den Durchmesser um 0.10 mm (.0.004 Zoll)
- Reduzierung des Durchmessers durch Drehen der Spannhülse gegen den Uhrzeigersinn
- Vergrößerung des Durchmessers durch Drehen der Spannhülse im Uhrzeigersinn
- Beide Schrauben zum Spannen des Bohrers in der Montagevorrichtung benutzen und sicherstellen, dass die Schrauben im Halter lang genug sind
Nullposition

Suchen Sie Werkzeugempfehlungen?
Hier finden Sie unsere Zerspanungswerkzeuge chevron_right
Brauchen Sie Beratung?
Stellen Sie uns eine Frage chevron_right
Was es sonst noch über die Grundlagen unserer Metallzerspanung zu lernen gibt?
Registrieren Sie sich für unser kostenloses E-Learning Programm chevron_right
