
Nicht rotierendes Bohren

Was bedeutet nicht rotierendes Bohren?
Beim nicht rotierendem Bohren rotiert das Bauteil anstatt der Bohrer. Wird diese Methode eingesetzt, ist es extrem wichtig zu gewährleisten, dass der Bohrer auf die Mittelachse der Maschine ausgerichtet ist.
Empfehlungen zur Ausrichtung beim nicht rotierendem Bohren
Rundlauffehler bzw. TIR (Total Indicator Runout) für eine optimale Leistung minimieren.
Hinweis: Ein Wendeschneidplattenbohrer formt einen kleinen zentralen Butzen, der auf dem Grund der Bohrung oder der Scheibe sichtbar ist. Die Kerngröße sollte zwischen 0.05-0.15 mm (0.002-0.006 Zoll) liegen, andernfalls können Schneidkantenbrüche, Vibrationen, Übermaßbohrungen und Verschleiß des Bohrerkörpers auftreten. Beim Drehen des Bohrers variieren, aufgrund der unterschiedlichen Positionen, die Abmessungen des Kerns.
Vollhartmetallbohrer
Wendeschneidplattenbohrer
Wechselkopfbohrer
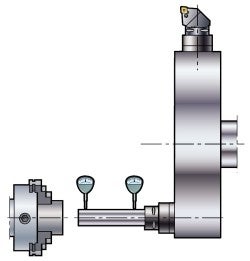
Ausrichtung von nicht rotierenden Bohrern
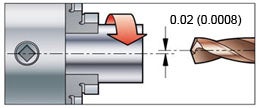
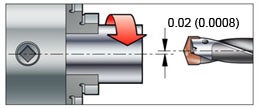
Die Bohrerausrichtung muss parallel zur Spindelachse erfolgen, anderenfalls wird die Bohrung zu groß oder zu klein oder es wird ein Anbohrtrichter gebildet. Die Messung kann mithilfe einer Messuhr und eines Messdorns durchgeführt werden.
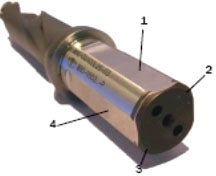
Wendeschneidplattenbohrer mit vier Spannflächen
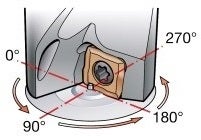
Setzen Sie einen Bohrer mit vier gleichmäßig um den Bohrerschaft angeordneten Flächen ein. Stellen Sie Bohrungen mit einem Bohrer her, der in jeder der vier Positionen eingebaut wurde (0°, 90°, 180°, 270°). Eine Messung der Bohrung zeigt die Position der Außenschneide im Verhältnis der Zentrumslinie des Werkstücks, die wiederum den Zustand der Maschinenausrichtung angibt.
Fehlausrichtung aufgrund von Revolverablenkung
Eine Ablenkung des Revolvers an einer CNC-Drehmaschine kann zum Problem werden, insbesondere beim Einsatz von größeren Bohrern und hohen Vorschüben, fn, was zu hohen Schnittkräften führen kann.
Um die Stabilität zu prüfen, eine Bohrung bei niedriger Vorschubgeschwindigkeit und eine Bohrung bei hoher Vorschubgeschwindigkeit herstellen und anschließend die Bohrungsgrößen messen. Gibt es einen großen Unterschied bei den Bohrungsgrößen, könnte der Revolver zur Ablenkung neigen.
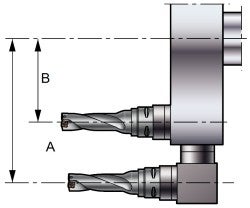
Zur Minimierung der Revolverablenkung
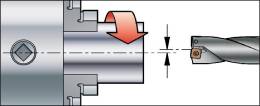
Zuerst prüfen, ob der Einfluss durch einen anderen Einbau des Werkzeugs reduziert werden kann. Immer das Werkzeug so nah wie möglich an der Revolvermitte einbauen. Position B ist der Position A vorzuziehen.
Ist das nicht möglich, wird durch Reduzierung des Vorschubs/Umdrehung, (fn), die Vorschubkraft gesenkt. Um die gleiche Produktivität zu erhalten, kann die Schnittgeschwindigkeit, vc, erhöht werden, da diese die Vorschubkraft nicht beeinflusst.
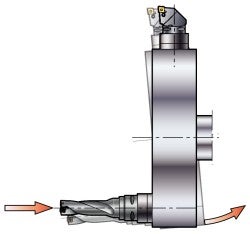
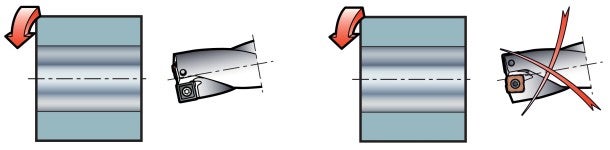
Kann die Revolverablenkung/-fehlausrichtung nicht verhindert werden, sollte der Bohrer mit einer Außenschneide (siehe Abbildung links) eingebaut werden, um Verschleiß am Bohrerkörper zu vermeiden.
Suchen Sie Werkzeugempfehlungen?
Hier finden Sie unsere Zerspanungswerkzeuge chevron_right
Brauchen Sie Beratung?
Stellen Sie uns eine Frage chevron_right
Was es sonst noch über die Grundlagen unserer Metallzerspanung zu lernen gibt?
Registrieren Sie sich für unser kostenloses E-Learning Programm chevron_right
