
Bohren mit unregelmäßiger Oberfläche
Das Bohren unregelmäßiger Flächen kann zu zu übermäßigen, ungleichmäßigen Kräften auf die Bohrschneidkanten führen, was zu vorzeitigem Verschleiß führt. Es ist wichtig, die Richtlinien zu befolgen und den Vorschub bei Bedarf zu reduzieren.
Erfahren Sie mehr über die Herausforderungen und Strategien der einzelnen Bohrertypen.


Wendeplattenbohrer
Bohren mit unregelmäßiger Oberfläche
Unregelmäßige
Konvex
Konkav
- Kürzestmöglichen Bohrer verwenden, um die Vibrationsneigung zu minimieren und die Auswirkungen der Ablenkung zu verringern
- Empfohlene Startwerte für Schnittgeschwindigkeit und empfohlener niedrigster Vorschub
- Nicht empfohlen für 6–7×DC, wenn der konkave Radius gleich oder kleiner als der Bohrerradius ist
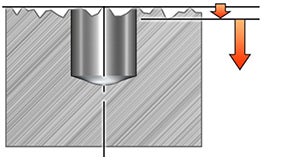
Vorgebohrte Bohrungen
- Um die Schnittkraft zwischen Zentrums- und Außenschneide auf einem akzeptablen Niveau zu halten, sollte die vorgebohrte Bohrung nicht größer als DC/4 sein

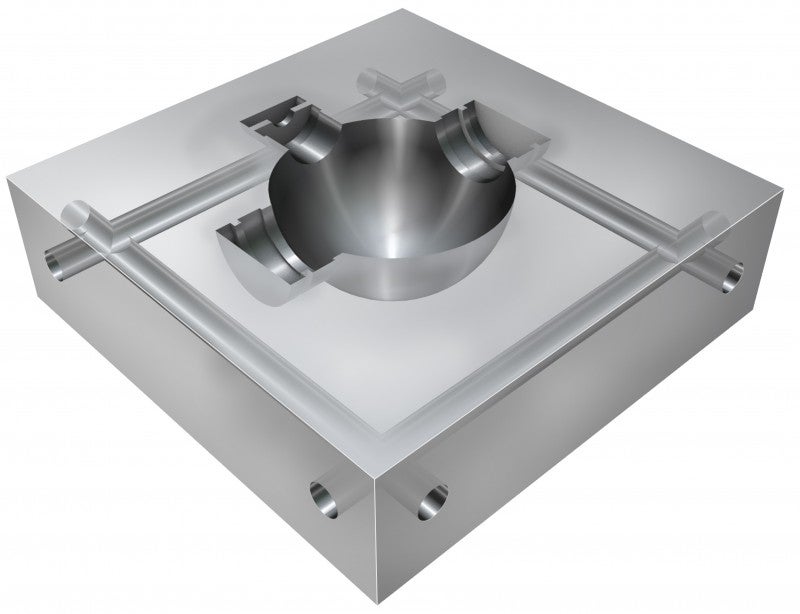
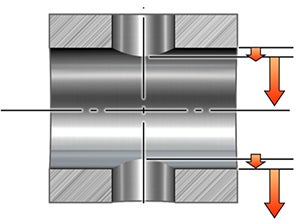
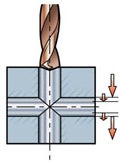
Bohren von Kreuzbohrungen
Herausforderungen:
- Spanabfuhr wird beeinträchtigt, könnte problematischer werden
- Das Entgraten in der Kreuzung ist schwierig. Gratbildung muss so gering wie möglich sein
- Verursacht höheren Werkzeugverschleiß als herkömmliches Bohren
Richtlinien:
- Für Bohrungen mit unterschiedlichem Durchmesser: Bohren Sie zuerst die größere Bohrung, um die Gratbildung zu reduzieren
- Beginnen Sie mit dem niedrigsten empfohlenen Vorschub beim Kreuzen der Bohrungen
- Nicht empfohlen für langspanende Werkstoffe aufgrund der Spanabfuhr beim Kreuzen von Bohrungen
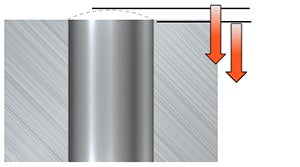
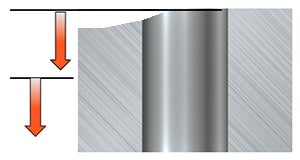
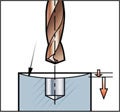
Bohren von schrägen Ein-/Austritten
Erzeugt ungleichmäßige und zu hohe Kräfte, die auf die Schneidkanten wirken
- Unterbrochene Schnitte beim Ein- und Austritt des Bohrers aus dem Werkstück
- Erhöht die Wahrscheinlichkeit von Vibrationen
- Kann das Bohrprofil verzerren
- Verursacht höheren Werkzeugverschleiß als herkömmliches Bohren
Allgemeine Empfehlungen:
- Stabilität ist entscheidend. Ein kleines Verhältnis von Länge zu Durchmesser hilft bei der Einhaltung der Toleranzen
- Das Fräsen einer flachen Fläche empfiehlt sich beim Eintritt in Werkstücke mit großer Neigung
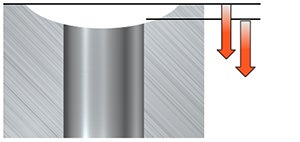
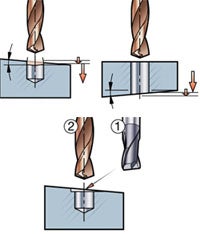
Schräge oder geneigte Flächen, Eintritt
- Kürzestmöglichen Bohrer verwenden, um die Vibrationsneigung zu minimieren und die Auswirkungen der Ablenkung zu verringern
- Beginnen Sie mit der niedrigsten empfohlenen Schnittgeschwindigkeit und 1/3 des niedrigsten empfohlenen Vorschubs (oder niedriger), bis sie vollständig eingerastet ist, und kehren Sie dann zum normalen Vorschub zurück
- 4–5×DC, der schräge Eintritt kann bis zu 15º geneigt werden
- 6–7×DC, der schräge Eintritt kann bis zu 10º abgewinkelt werden

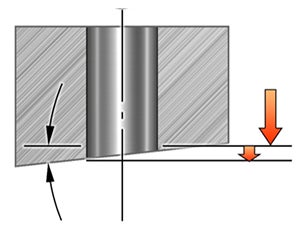
Schräge oder geneigte Flächen, Austritt
- Kürzestmöglichen Bohrer verwenden, um die Vibrationsneigung zu minimieren und die Auswirkungen der Ablenkung zu verringern
- Empfohlene Startwerte für Schnittgeschwindigkeit und empfohlener niedrigster Vorschub (oder niedriger)
- 4–5×DC kann der geneigte Austritt um bis zu 15º geneigt werden
- 6–7×DC kann der geneigte Austritt um bis zu 5º geneigt werden
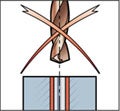
Bohren an asymmetrisch gekrümmten Flächen
- Verwenden Sie den kürzestmöglichen Bohrer, um die Biegung des Bohrers von der Mitte nach außen zu minimieren, ähnlich wie bei einer geneigten Fläche
- Reduzieren Sie den Vorschub auf 1/3 der anfänglichen Vorschubgeschwindigkeit für konkave Flächen
- Der Radius der gekrümmten Oberfläche sollte größer als der Bohrerradius sein
- Nicht empfohlen für 6–7×DC-Bohrer
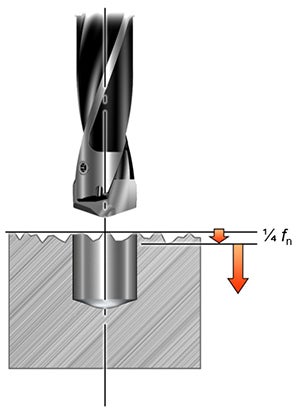
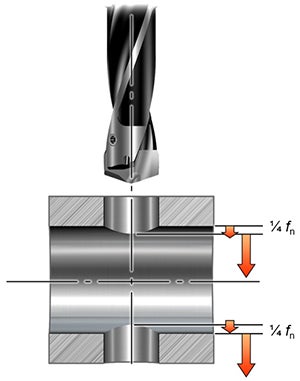
Bohrer mit ausziehbarer Spitze
Unregelmäßige Oberflächen
- Vorschubgeschwindigkeit auf 1/4 des Normalwerts reduzieren, um Ausbrüche zu vermeiden
- Bei instabilen Bedingungen, eine Pilotbohrung bohren (vorzugsweise mit kurzem CoroDrill® 870) oder punktfräsen, um eine gerade Fläche herzustellen
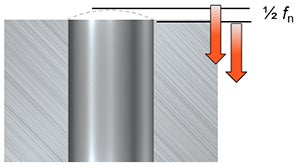
Konvexe/Konkave Flächen
Konvex
Konkav
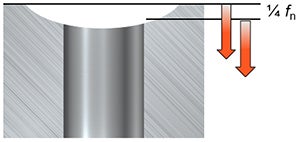
- Die Bohrung muss senkrecht zur Fläche sein
- Empfohlener min. Flächenradius
- Konvex: 4×DC
- Konkav: 1×DC
- Stabile Bedingungen sicherstellen und kürzestmöglichen Bohrer einsetzen
- Vorschub beim Eintritt reduzieren
- Konvex: 1/2 des Normalwerts
- Konkav: 1/4 des Normalwerts
- Bohrungsqualität und Standzeit können im Vergleich zu günstigen Bedingungen beeinträchtigt werden
- Stellen Sie eine Pilotbohrung oder einen Punktfräser her, um eine ebene Fläche herzustellen, wenn der Radius kleiner als empfohlen ist
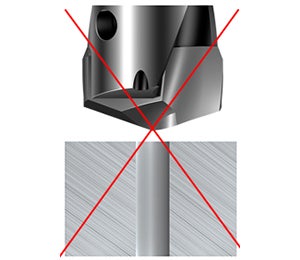
Vorgebohrte Bohrungen
- Nicht empfehlenswert aufgrund der Gefahr von Ausbrüchen an der Schneidkante
Bohren von Kreuzbohrungen
Herausforderungen:
- Spanabfuhr wird beeinträchtigt, könnte problematischer werden
- Das Entgraten in der Kreuzung ist schwierig. Gratbildung muss so gering wie möglich sein
- Verursacht höheren Werkzeugverschleiß als herkömmliches Bohren
Richtlinien:
- Bohren Sie immer zuerst die größere Bohrung, um die innere Gratbildung zu minimieren
- Empfohlener min. Durchmesser der zu durchquerenden Bohrung 2×DC (um sicherzustellen, dass die Mitte der Spitze zuerst ins Werkstück eintritt)
- Stabile Bedingungen sicherstellen und kürzestmöglichen Bohrer einsetzen
- Vorschub beim Ein- und Austritt aus Bohrungen auf 1/4 reduzieren
- Rückzugsvorschub reduzieren
- Bohrungsqualität und Standzeit können im Vergleich zu günstigen Bedingungen beeinträchtigt werden
Bohren von schrägen Ein-/Austritten
Erzeugt ungleichmäßige und zu hohe Kräfte, die auf die Schneidkanten wirken
- Unterbrochene Schnitte beim Ein- und Austritt des Bohrers aus dem Werkstück
- Erhöht die Wahrscheinlichkeit von Vibrationen
- Kann das Bohrprofil verzerren
- Verursacht höheren Werkzeugverschleiß als herkömmliches Bohren
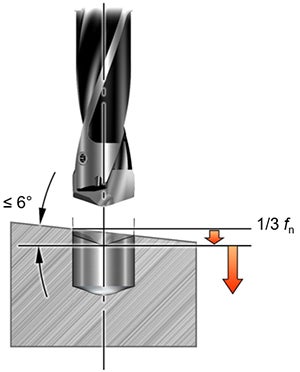
Schräge oder geneigte Flächen, Eintritt
- Der empfohlene maximale Winkel von Mitte zu Ecke beträgt 6 Grad, um sicherzustellen, dass die Spitze zuerst in das Werkstück eintritt
- Stabile Bedingungen sicherstellen und kürzestmöglichen Bohrer einsetzen
- Vorschub beim Eintritt auf 1/3 des Normalwerts reduzieren
- Eine Pilotbohrung bohren (vorzugsweise mit kurzem CoroDrill® 870) oder Punktfräsen, um eine ebene Fläche herzustellen, wenn der Winkel größer oder länger ist
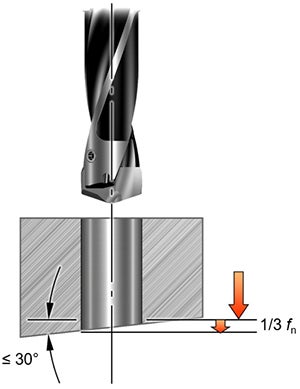
Schräge oder geneigte Flächen, Austritt
- Der maximal empfohlene Winkel beträgt 30 Grad
- Stabile Bedingungen sicherstellen und kürzestmöglichen Bohrer einsetzen
- Vorschub beim Bohrungsaustritt auf 1/3 des Normalwerts reduzieren
- Rückzugsvorschub reduzieren
- Bohrungsqualität und Standzeit können im Vergleich zu günstigen Bedingungen beeinträchtigt werden
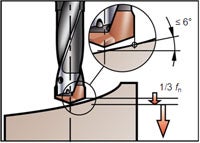
Bohren an asymmetrisch gekrümmten Flächen
Bewirkt, dass sich der Bohrer von der Mittellinie der Bohrung wegbiegt
- Anfangs ist nur die Peripherie der Schneidkante in Kontakt
- Ähnlich, aber nicht identisch mit geneigten Flächen
- Der maximal empfohlene Winkel von Mitte zu Ecke beträgt 6 Grad
- Stabile Bedingungen
- Kürzesten Bohrer verwenden
- Vorschub beim Eintritt auf Normalwert reduzieren
- Bohrungsqualität und Standzeit können im Vergleich zum Bohren unter günstigen Bedingungen verringert werden
- Stellen Sie eine Pilotbohrung oder einen Punktfräser her, um eine ebene Oberfläche zu erzeugen, wenn es einen größeren Winkel oder eine längere Länge gibt
Vollhartmetallbohrer
Unregelmäßige Oberflächen
- Kann den Bohrer beim Eindringen in die Oberfläche und/oder beim Austritt aus der Bohrung beschädigen
- Achten Sie besonders bei Bohrern mit kleinem Durchmesser, da es zu einer Ablenkung kommen kann, die zu Fehlausrichtungen, Bohrungswandern und sogar Werkzeugbruch führen kann
- Vorschub auf 25% der empfohlenen Geschwindigkeit reduzieren, bis der volle Durchmesser eingreift, um das Risiko von Schneidenausbrüchen zu verringern

Konvexe Flächen
- Bohren möglich, wenn Radius > 4-fachem Bohrerdurchmesser beträgt und die Bohrung senkrecht zum Radius verläuft
- Vorschub: 50–100 % der empfohlenen Rate bis zum vollen Durchmesser im Schnitt
- Alternativ können Sie vor dem Bohren eine kleine Fläche auf der Oberfläche fräsen

Konkave Flächen
- Bohren möglich, wenn Radius >15 x Bohrerdurchmesser und Bohrung senkrecht zum Radius
- Vorschub auf 30 % der empfohlenen Geschwindigkeit reduzieren, bis der volle Durchmesser eingreift
- Alternativ können Sie vor dem Bohren eine kleine Fläche auf der Oberfläche fräsen
Vorgebohrte Bohrungen
- Nicht empfehlenswert aufgrund der Gefahr von Ausbrüchen an der Schneidkante
Bohren von Kreuzbohrungen
Herausforderungen:
- Spanabfuhr wird beeinträchtigt, könnte problematischer werden
- Das Entgraten in der Kreuzung ist schwierig. Gratbildung muss so gering wie möglich sein
- Verursacht höheren Werkzeugverschleiß als herkömmliches Bohren
Allgemeine Richtlinien:
- Eine Vorschubreduzierung ist im Allgemeinen erforderlich, wenn der Bohrer durch die bestehende Bohrung bohrt
- Für Bohrungen mit unterschiedlichen Durchmessern: Zuerst das größte Loch bohren, um die Gratbildung zu reduzieren
- Bei Bohrtiefen unter 12×D beim Durchbohren der bestehenden Bohrung den Vorschub auf 25 % der empfohlenen Rate reduzieren
- Bei Bohrungen mit unterschiedlichen Durchmessern: Bohren Sie zuerst die größere Bohrung, um die Gratbildung zu reduzieren
Bohren von schrägen Ein-/Austritten
Erzeugt ungleichmäßige und zu hohe Kräfte, die auf die Schneidkanten wirken
- Unterbrochene Schnitte beim Ein- und Austritt des Bohrers aus dem Werkstück
- Erhöht die Wahrscheinlichkeit von Vibrationen
- Kann das Bohrprofil verzerren
- Verursacht höheren Werkzeugverschleiß als herkömmliches Bohren
Allgemeine Empfehlungen:
- Stabilität ist entscheidend. Ein kleines Verhältnis von Länge zu Durchmesser hilft bei der Einhaltung der Toleranzen
- Das Fräsen einer flachen Fläche empfiehlt sich beim Eintritt in Werkstücke mit großer Neigung
- Neigungen bis 10 Grad
- Vorschub auf 30 % der empfohlenen Geschwindigkeit reduzieren, bis der volle Durchmesser eingreift
- Neigungen von mehr als 10 Grad
- Nicht zum Bohren empfohlen
- Alternative für große Neigungen – eine kleine ebene Fläche fräsen, dann das Loch bohren
Bohren an asymmetrisch gekrümmten Flächen
- Kann nicht verwendet werden - nur Teile der Schneidkante schneiden und die Spitze berührt möglicherweise nicht zuerst die Oberfläche
- Hohe Gefahr von Ausbrüchen
Suchen Sie Werkzeugempfehlungen?
Hier finden Sie unsere Zerspanungswerkzeuge chevron_right
Brauchen Sie Beratung?
Stellen Sie uns eine Frage chevron_right
Was es sonst noch über die Grundlagen unserer Metallzerspanung zu lernen gibt?
Registrieren Sie sich für unser kostenloses E-Learning Programm chevron_right
