
纵切机床

得益于其高效加工特性,纵切机床在小零件的大批量加工方面具有无可匹敌的性能。然而,由于体积紧凑,装夹和换刀空间也有限,装夹时间因此而更长。
纵切机床的配置
纵切机床能够实现多轴、前端和后端加工 (使用车削刀具、旋转刀具和钻削刀具)。此类机床经过优化,可以高效大批量加工直径高达40 mm (1.5英寸) 的精密零件。
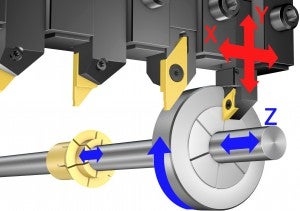
材料通过导向衬套并由第二根主轴驱动旋转,它也能够推动材料通过导向衬套。材料移动充当机床中的z轴,刀具更靠近导向衬套,以确保最高稳定性。
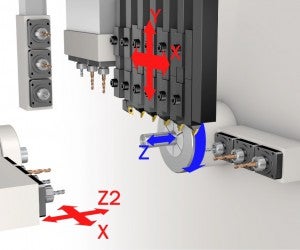
纵切机床原理
用油作为冷却液,会对金属切削作用产生与乳化切削液不同的影响,例如不同的切屑流、不同的断屑效果和刀具寿命。
刀排 - 外圆加工
纵切机床配备标准常规刀柄尺寸从0808至2020的组合刀具。切断刀柄被用作止动杆。
由于刀具紧密地排列在一起,更换刀片时的空间非常有限。通常需要拆下刀具才能更换刀片,因此降低了机床利用率。可针对快换解决方案而对刀排做出调整,快换解决方案可确保轻松拆下刀具以进行刀片转位,然后迅速而精确地装回,无需调整/测量便可直接开始运行。

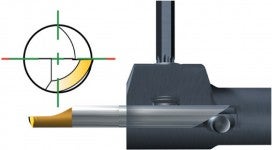
刀架 - 内孔加工
对于内孔加工,纵切机床配备一个或几个刀架。使用快换刀具能够实现简单装夹并缩短刀片更换时间。
削平扁镗杆

用于圆柱镗杆的EasyFix夹套

使用QS™实现快换
由于纵切机床体积紧凑,因此,换刀空间非常有限。通常需要拆下常规刀柄才能对刀片进行转位,因此需要比传统车削中心更长的装夹时间。
与传统刀柄相比,使用QS™实现快换能够最大限度地延长纵切机床的有效生产时间。可从机床上拆下刀具以进行刀片转位,然后迅速而精确地装回,无需调整/测量便可直接开始运行。


纵切机床中的模块化解决方案
纵切机床紧凑的工作区域使刀具的更换和调整成为一项挑战,并且限制了机床的利用率。动力刀具在换刀方面比较费时,但是,通过使用可互换式切削头能够显著缩短换刀和装夹时间。


