
插补车
插补车的加工方式,是为先进的加工中心和多任务机床B轴加工而开发的。可通过X轴和Y轴做圆弧插补,同时机床主轴沿圆周轮廓跟随旋转。这可通过插补的方式执行车削工序。
圆弧运动可增大或减小直径以产生车端面工序,或与Z轴相结合以加工孔或外径。
插补车与传统方法的比较
所有机床概念的开发目的都是提供多功能选项。可在纵切机床一直到5轴加工中心中执行车削、钻削和铣削工序。车削工序利用一根机床轴绕零件的对称轴来旋转零件。
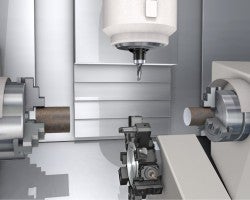

在标准加工中心上采用镗削刀具加工,非对称零件的对称特征。但是,在对轮廓有要求的情况下,通常需要通过铣削或W轴平旋盘进行圆弧插补来产生形状。
插补车在金属切削效率方面无法匹敌传统镗削或车削工序,但它确实提供了一种取代传统方式的可行选择。
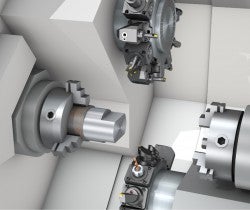
对于加工具有对称特征的非对称零件 (例如法兰、密封槽和非平行孔) 的新型机床,可以考虑使用插补车。



插补车的局限性
有关该方法和机床的限制包括:
- 每分钟转数 - X和Y工作台进给速度
- 编程支持 - CAM循环/后置处理程序
- 主轴扭矩 - 由于主轴电机以相对较低的转速旋转,因此,车削工序的切削深度不应过大
- 主轴接口 - 与铣削工序通常所需的接口相比,该接口应能传递更高水平的扭矩。7/24 50锥柄或Coromant Capto®具有比HSK-A更高的扭矩传递能力
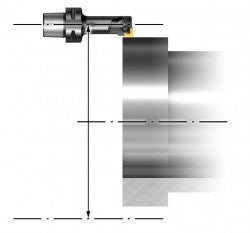
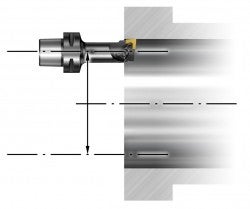
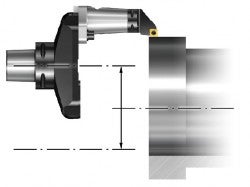
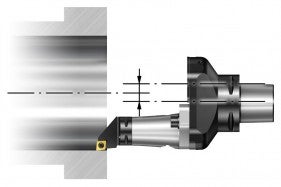
图中所示为使用传统刀具偏置与使用为插补车而设计的刀具进行插补车时工作台运动之间的差异。
插补车的主要优点

- 插补车是一项灵活的解决方案,能够使用进行模块化刀具装夹的加工中心,而不是采用W轴平旋盘的专用镗床
- 能够完整地加工零件而无需移动零件,对大型非对称零件特别有利
- 更低的刀具投资成本
- 提供铝合金桥架,有助于将刀具总成的重量保持在机床换刀臂和刀库的容许范围内
刀具考虑因素
- 刀具圆角半径应尽可能相对地接近或等于被切削零件的底角半径,以限制X、Y运动,也就是说,大的零件底角半径应采用大的切削刀具圆角或从旋转中心偏移
- 如果需要较长的轮廓,则最好采用大于主轴箱的刀具半径。这减少了对细长刀具的需要,从而提高了可达性和加工稳定性
- 确保将刀具重量、力矩和直径保持在刀库和换刀器的能力范围内
刀具解决方案
将现有的模块化概念结合在一起可以提供满足插补车要求的定制解决方案 - 根据直径和几何形状等零件特征,每项解决方案都有其自己的定位。








- 轴向Coromant Capto®快换夹紧单元配置的大直径镗刀滑块接口,可用于轴向安装的切削单元并确保主轴箱的避让间隙
- 机床接口接杆搭配Coromant Capto®车削切削单元可用于加工内部以及外部特征
- Coromant Capto®偏置缩径夹紧单元可提供间隙并增大刀具半径
- 减振镗杆搭配模块化切削单元可用于深孔镗削应用
- 夹在机床接口接杆中的模块化车削接杆和切削头可为仿形切削提供较大的偏置和间隙
- 用于大直径镗刀的刀夹和集成式滑块可以组成适合主轴箱间隙的大直径刀具
- 径向Coromant Capto®夹紧单元可提供更大的偏置

