立式车削中心

立式车削中心是车削中心与立式车床相结合的产物。为了确保较小的机床占地面积,立式结构车床将比卧式结构车床更适合加工不需要副主轴、尾座或底部刀塔的较短零件。
立式车削中心的配置
立式车削中心主要有两类:
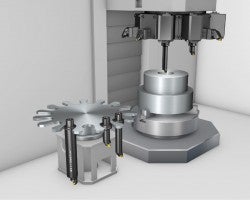
- 拾取式车床:适合大批量生产直径不超过300 mm (11.81英寸) 的零件。夹头用于装卸零件,以及拾取和放置在传送带上进行自动生产。这种配置能够在紧凑的空间内实现非常高的机床利用率,并将所有零件装卸都集成到机床中
- 大型立式车削中心:对于300-800 mm (11.81-31.50英寸) 的较大型零件,将零件平放可使夹紧变得更简单。这也可在零件加工的同时,通过托盘在机外完成零件的夹紧和卸载。
一些机床选项功能需要考虑,因为这些对于金属切削效率和机床利用率都有重要的作用。被加工零件的类型决定了要求。仔细考虑这些因素,可确保安全、优化的加工过程。
托盘
通过使用托盘,可在机床仍在加工的同时在夹具中装夹零件。与直接安装到机床中相比,这样可以实现出色的机床利用率。
自动换刀 (ATC)
对于大型零件,充分使用刀塔的位置会是一个问题。这是因为镗杆之间可能的加工干涉。正是这些问题,使得加工直径大于1 m (39.37英寸) 的零件时,常常采用带ATC功能的滑枕式立车的原因。
对于更大型的立式车削中心,可使用包含盘式刀库的自动换刀选项,这可安装较长的镗杆。更多的刀具安装位置以及灵活性,使得开启了无人值守生产的可能性。
刀塔接口
查看“车削中心”相关刀塔接口的信息。
动力刀具
查看“车削中心”相关动力刀具的信息。
Y轴/“半转位”刀塔
查看“车削中心”相关Y轴和半转位刀塔的信息。
刀柄偏置功能
查看“车削中心”相关刀柄偏置功能的信息。
如何解决基础长度的问题
查看“车削中心”相关如何解决基础长度有限的问题的信息。
高压泵
大多数机床能够使用约70 bar (1015磅/平方英寸) 的高压冷却液。
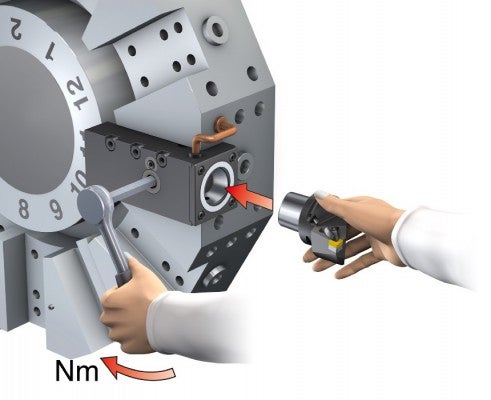
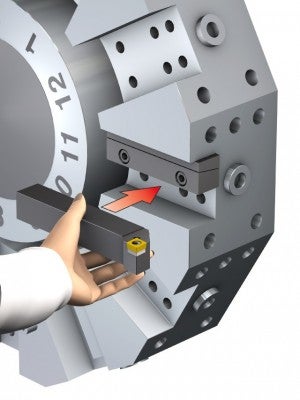
立式车削中心中的快换解决方案
立式车削中心能够快速完成刀具转位,但是,由于换刀和装夹时间的原因,其利用率通常要低于加工中心。使用快换刀柄可缩短测量、装夹和换刀时间,从而获得额外的加工时间。