
平床身车床
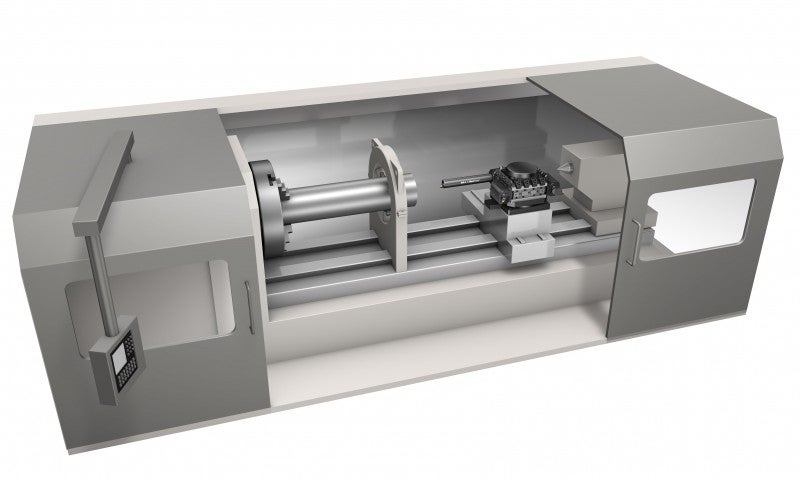
平床身车床广泛地用于重载车削,稳定性和强力的加工过程带来高生产效率。
平床身车床的配置
重型车床和平床身车床具有极高的稳定性,但与斜床身车削中心或立式车床相比,在换刀和刀具转位能力方面受到更多的限制。大型零件/刀塔回转直径使得中心架和尾座成为标准配置。
平床身车床通常更易装卸大型零件。床头箱与床身之间的“马鞍形间隙”对于适应增加的零件回转直径也非常有帮助 - 因此被称为“马鞍车床”。
大型机床通常具有大孔径的主轴箱,某些主轴箱可能配有双夹头,以允许通过主轴箱进行装载零件。

床身长度通常远远超过4 m,可以轻松使用多个中心架。然而,应该注意的是,这些通常为“固定式”中心架,一般不能以与斜床身机床或车削中心上常用的液压操作式“旋转”型稳定架相同的方式使用 (斜床身设计还可实现更简单的轴向定位)。
并非所有平床身车床都配备排屑装置,因此,需要考虑清除切削的方式。有时,前部和后部都配备排屑装置是缩短停机时间的理想选择。
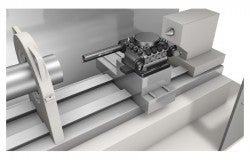
刀塔的配置
车削工序可被归类为要求高稳定性的重载工序,其首先考虑的因素是刀座的设计,而不是转塔自身。如果要为机床配备可转位刀具座,那么VDI燕尾型刀座 (DIN 69881) 能够提供极高的稳定性,并且是大切深重载加工,以及长悬深镗杆夹紧刚性的最坚固的解决方案。常用规格为115和140,140则优先用于重载切削和长镗杆。

VDI燕尾型
VDI燕尾型,四工位转塔为相邻安装刀具留有足够的空间,但是,由于只有四工位安装刀具,在使用方刀杆刀具时也有一些限制。
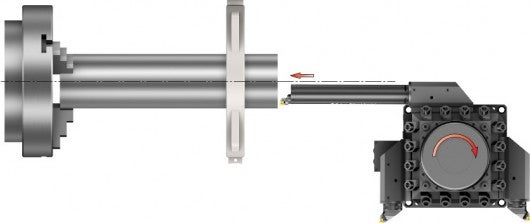
装载在刀塔上的长悬伸镗杆开会限制刀塔的转位。现在,快换接口的标准镗杆直径可达100mm (10×D),简单而准确地换刀,从而实现机床的最高利用率。

外部装夹
内部装夹
深孔加工
平床身车床常用于深孔的加工。需要考虑以下几个方面:
- 镗杆鞍座/横向滑座可使用直径高达600 mm (23.622英寸) 的镗杆鞍座上必须有至少夹持长度为4×D的分段式盖帽夹持。需要考虑镗杆的弯矩可能需要使用配重块,具体取决于镗杆直径/悬伸
- 钻削主轴 - 旋转/固定
- 用于深孔钻削的冷却液泵能力 - 压力/流量
- 冷却液水箱容量
平床身车床中的快换解决方案

平床身车床具有高稳定性,但刀具转位和换刀速度较慢。常规刀杆重量大,由于刀位数量有限,快换会对机床效率产生显著影响。阅读有关快换解决方案的更多信息
