
卧式多任务机床
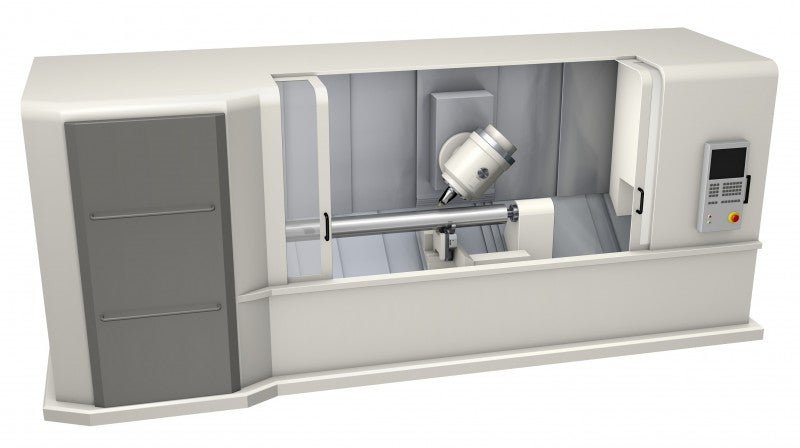
使用多任务机床,您可通过一次零件装夹,将多种切削工序在一台机床完成。多任务机床的效率非常高,能够帮助您缩短生产周期和交付周期。在卧式多任务机床中,零件绕水平轴旋转。
卧式多任务机床的配置
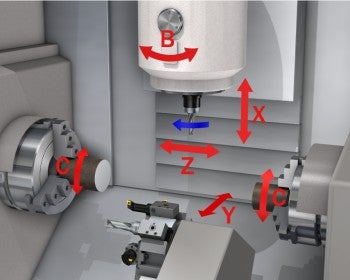
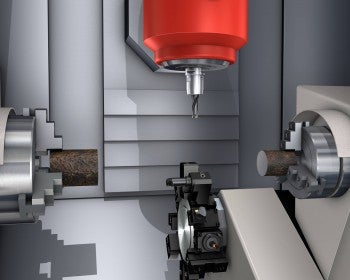
卧式车铣机床是在车床的基础上设计而成。零件绕水平轴旋转,车削和旋转刀具由上方的B轴夹持。
通常,零件需要大量的绕对称中心的加工工序。零件的加工范围可以从长度只有几毫米到长度为3 m (118英寸),直径为600 mm (23.62英寸)。
将所有工序结合到一台机床中是该机床类型的主要优势,因此减少了零件装夹的次数。此外,使用该机床的原因通常还包括其5轴加工能力。
为了成功实现多种复杂应用的结合,需要考虑一些关键选项。
主轴
车削与旋转刀具的结合应用,要求主轴具备将传统加工中心与车床应用相结合的能力。接口的高抗弯刚性、扭矩传递能力,以及精确的刀具中心高定位,使得Coromant Capto®成为这种机床概念的最常用接口的原因。
宽泛的零件尺寸和机床尺寸范围,使得Coromant Capto®主轴适用于从C3 (32 mm (1.260英寸) 法兰直径) 一直到C10 (100 mm (3.937英寸) 法兰直径) 的整个应用范围。
除了提供最佳稳定性之外,Coromant Capto®还通过模块化实现了最优化的刀具悬伸和最低工具系统成本。



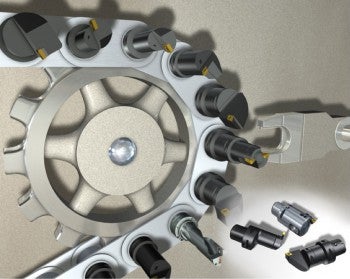
刀库
多任务机床可以代替一台车床和一台加工中心,完成各种不同零件的加工。充足的刀库安装刀具数量是非常重要的。这使得在工序、零件批次转换时,快速完成刀具准备,而无需换刀。
多刃刀具
多刃刀具,通过一支车削接柄集成多条切削刃。具有节约刀具转位时间以及刀库空间的双重优势。主轴定向,测量和偏置多刃刀具位置,需要控制系统的支持。
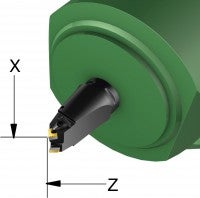

刀柄偏置功能

刀柄偏置功能 (下刀塔),使得经过预测量的刀具直接装入机床使用,从而节省测量时间并减少零件报废率。采用机床外对刀具进行预测量时,请仔细为每个刀架位置设置“零点”位置,以便机外对刀的方式可以从加工的第一个零件就获得正确切削。
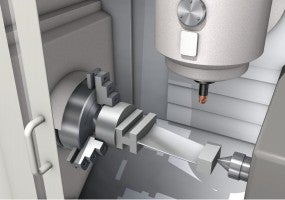
副主轴/下刀塔
为了能够完成整个零件加工,通常需要借助副主轴实现零件双面的加工。这适用于无需中心架的较短零件。下刀塔能够显著提高配备副主轴机床的生产效率。
下刀塔的缺点是限制了可加工零件的最大直径,以及更长的编程和辅助设置时间。因此,它主要适用于在较小的多任务机床上加工较大批量的零件。
尾座/辅助支架
在内孔加工细长零件时,需要使用尾座和辅助支架,代替副主轴和下刀塔。长镗杆接杆是一项自然选择,具体取决于要加工零件的孔深。

长悬伸镗杆接杆
常规的刀库和自动换刀装置对所操作的刀具长度会有限制。大型机床可能提供有针对长镗杆的存储和换刀功能。通过在镗杆端自动更换切削头,可获得加工过程的灵活性和自动化生产。
高压泵
大多数机床能够使用约70 bar (1015磅/平方英寸) 的高压冷却液。阅读有关冷却液方面的更多信息
多功能刀具
多任务机床的最重要益处是,使用一台机床便能完成整个零件的所有工序。然而,其缺点是刀具转位时间要长于车削中心、可达性因B轴主轴箱尺寸而降低,并且刀库容量有限。
多功能刀具为多任务机床而开发并且解决了上述问题,从而确保最大限度地提高机床的能力。

