
Lösningar för kostnadseffektiv kvalitetsbearbetning av flygspolar
De två kritiska delarna av denna komponent är de djupa invändiga kamrarna och bladets tulpanspår.
Nyckeln till framgång här är en kombination av speciallösningar och specialmetoder med optimerade sorter.
Verktygslösningar för bearbetning av flygspolar
Optimerade sorter för svarvning av åldrade nickelbaserade HRSA-material
Svarvningssorterna GC1205 och GC1210 ger säker och tillförlitlig bearbetning med utmärkt motstånd mot flank- och strålförslitning. Kombinationen av ett hårt substrat och PVD-beläggningen gör det möjligt att öka skärhastigheten (GC1205) betydligt och att förlänga verktygslivslängden (GC1210).
- GC1205: Finbearbetningssort för bearbetade ytor. För bearbetning i sista steget och mellanbearbetning
- GC1210: Används huvudsakligen för mellanbearbetning. Kompletterar GC1205 när mer seghet krävs.

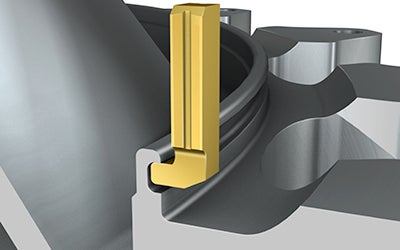
CoroCut®-skär med vinklad front som passar alla spårformer
Särskilt utformade för att nå svåråtkomliga spår och fickor i komplexa komponenter. Som komplement till CoroCuts standardprogram på 90 grader finns ämnen på 90, 45 grader och med T-form för mer specifika krav.
Vibrationsdämpade blad med Coromant Capto®
För att bearbeta djupa invändiga kammare på upp till 150 mm krävs långa, slanka verktyg. Utmaningarna är vibrationstendenser och avlägsnande av spånor från spåret.
För att göra en av de mest krävande bearbetningarna till en säker process har vi använt:
- Ovala serrationsblad för högsta möjliga stabilitet och åtkomlighet. Det 100 mm långa bladet möjliggör bästa möjliga skärvätsketillförsel som underlättar spånavgången
- Blad längre än 4 x bladbredden har en inbyggd patenterad vibrationsdämpande enhet. Det möjliggör fyra gånger så stora skärdjup jämfört med system som saknar vibrationsdämpning
- Trokoidal svarvning i kombination med keramiksorten CC6160, 6220 eller 6230 minskar antalet nödvändiga passeringar
En säker och mer än dubbelt så produktiv process
Läs mer om Coromant Capto®-systemet
 Utan dämpning |  |
 Samma skärbetingelser med vibrationsdämpning |

Svarvning med keramik
De keramiska sorterna CC6220 och CC6230 är särskilt framtagna för att klara utmaningarna med nya HRSA-material, där whisker-keramik och SiAlON-ämnen inte räcker till. De klarar högre skärhastigheter vilket bidrar till lägre kostnad per komponent. För höga spånavverkningshastigheter vid fick- och profilsvarvning ska du välja sorten CC6160. För mer krävande ytor av varmhållfast superlegering ska du välja den segare sorten CC6165.

RCMX-svarvskär för medelgrov till finbearbetning
RCMX-hårdmetallskär passar i samma skärläge som keramerna, vilket minskar antalet verktyg och inställningstiderna. Den här geometrin ger låga skärkrafter och bra spånkontroll.
- S05F för HRSA eller H13A för titan

RCGX-svarvskär för finbearbetning till superfinbearbetning
Runt skär med V-formad botten ger bättre ytkvalitet. Låga skärkrafter tack vare den jämna geometrin.
- S05F för HRSA eller H13A för titan

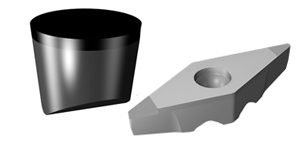
CB7014 – CBN-lösning för höghastighetssvarvning i nickelbaserade legeringar
Finsvarvning av flygkomponenter är utmanande operationer i svårbearbetade ISO S-material. CBN-skär möjliggör högre skärhastigheter och förbättrad produktivitet med fortsatt hög ytintegritet hos komponenten. CBN-skär som är optimerade för finbearbetning med hög hastighet av nickelbaserade, varmhållfasta superlegeringar finns nu i lager som standardalternativ.
CoroTurn® 107 med gränssnitt med räls för profilsvarvning och ficksvarvning i varmhållfasta superlegeringar
Det är optimerat för att användas med det positiva, skruvmonterade CBN-skäret vid finbearbetning av komponenter i varmhållfast superlegering som har relativt öppna detaljer. Med upp till 12 skärindexeringar ökar det produktiviteten i HRSA-material. Gränssnittet med räls garanterar säker montering, erbjuder bearbetningssäkerhet och ökar tillförlitligheten och verktygslivslängden när du profil- och ficksvarvar.

