As dicas sobre problemas e soluções em fresamento como vibração, entupimento por cavacos, recorte de cavacos, acabamento superficial insatisfatório, formação de rebarbas, potência da máquina e desgaste da ferramenta são apresentadas na tabela a seguir.
Causa
Solução
Vibração
Fixação fraca
Avalie a direção das forças de corte e forneça o apoio adequado ou melhore a fixação
Reduza as forças de corte ao diminuir a profundidade de corte, ap
Selecione uma fresa com passo largo ou diferencial com uma ação de corte mais positiva
Selecione uma geometria com um raio de canto menor e fase paralela pequena
Selecione pastilhas de grãos finos, sem cobertura ou cobertura mais fina
Evite usinar onde a peça tem apoio ruim contra as forças de corte
Peça axialmente fraca
Considere uma fresa para cantos a 90 graus (ângulo de posição de 90 graus) com geometria positiva
Selecione a pastilha com geometria L
Diminua a força de corte axial – profundidade de corte menor, raio de canto e fase paralela menores
Selecione uma fresa de passo largo com passo diferencial
Verifique o desgaste da ferramenta
Verifique o batimento radial do porta-ferramenta
Melhore a fixação da ferramenta
Balanço da ferramenta muito longo
Minimize o balanço
Use fresas com passo largo com passo diferencial
Balanço radial e forças de corte axiais – ângulo de posição de 45 graus, raio de canto maior ou fresa com pastilhas redondas
Aumente o avanço por dente
Use uma geometria de pastilhas de corte leve
Reduza a profundidade axial do corte, ap
Use o fresamento discordante em acabamento
Use as fresas grandes e adaptadores de acoplamento Coromant Capto®
Para fresas inteiriças de metal duro e fresas com cabeça intercambiável, experimente uma ferramenta com menos dentes e/ou um ângulo de hélice maior
Fresamento em cantos a 90 graus com fuso fraco
Selecione o menor diâmetro possível da fresa
Selecione pastilha e fresa positivas e de corte leve
Tente o fresamento discordante
Verifique se a deflexão do fuso é aceitável para o processo
Avanço da mesa irregular
Tente o fresamento discordante
Aperte o mecanismo de avanço da máquina: ajuste o parafuso de avanço na máquina CNC
Ajuste o parafuso de trava ou substitua o parafuso de esferas nas máquinas convencionais
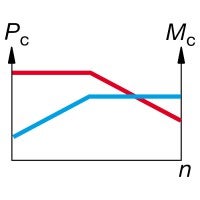
Dados de corte
Reduza a velocidade de corte, vc
Aumente o avanço, fz
Mude a profundidade de corte, ap
Estabilidade insatisfatória
Reduza o balanço
Melhore a estabilidade
Vibração nos cantos
Programe um raio de canto maior com taxa de avanço reduzida
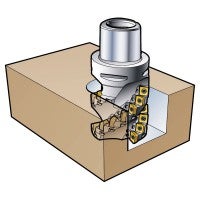
Entupimento por cavacos Obstáculo comum no fresamento de canais em cheio – especialmente em materiais de cavacos longos
Danos no canto da pastilha
Lascamento e quebra da aresta
Recorte de cavacos
Melhore o escoamento dos cavacos usando fluido de corte em abundância e bem direcionado ou ar comprimido
Reduza o avanço, fz
Divida cortes profundos em vários passes
Tente o fresamento discordante em fresamento de canais profundos
Use as fresas com passo largo
Use fresas de topo inteiriças de metal duro ou fresas com cabeça intercambiável com duas ou, no máximo, três cortes e/ou um ângulo de hélice maior
Recorte de cavacos Aparece em fresamento de canais em cheio e de bolsões – especialmente em titânio. Também é comum no fresamento de cavidades profundas e bolsões em máquinas verticais.
Quebra da aresta de corte
Prejudicial à vida útil da ferramenta e segurança
Entupimento de cavacos
Escoe os cavacos de forma eficiente com ar comprimido ou fluido de corte em abundância – refrigeração interna preferencialmente
Mude a posição da fresa e a estratégia do percurso da ferramenta
Reduza o avanço, fz
Divida cortes profundos em vários passes
Acabamento superficial insatisfatório
Avanço por rotação excessivo
Ajuste a fresa axialmente ou classifique as pastilhas. Verifique a altura com o apalpador
Verifique o batimento radial do fuso e as superfícies de montagem da fresa
Diminua o avanço por rotação para, no máx., 70% da largura da fase paralela
Use pastilhas Wiper se possível (para operações de acabamento)
Para obter dados de corte otimizados, a melhor qualidade possível da peça e melhor vida útil da ferramenta, lembre-se sempre de verificar a aresta de corte/pastilha após a usinagem. Use esta lista de causas e soluções para diferentes padrões de desgaste da pastilha como uma referência para um fresamento bem-sucedido.
Causa
Solução
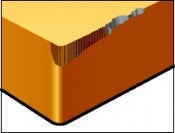
Desgaste de flanco Desgaste rápido causando acabamento superficial insatisfatório ou fora da tolerância.
Velocidade de corte muito alta
Resistência ao desgaste insuficiente
Avanço, fz, muito baixo
Reduza a velocidade de corte, vc
Selecione uma classe mais resistente ao desgaste
Aumente o avanço, fz
Desgaste de flanco Desgaste excessivo que reduz a vida útil da ferramenta.
Vibração
Recorte de cavacos
Formação de rebarbas em peças
Acabamento superficial insatisfatório
Geração de calor
Ruído excessivo
Aumente o avanço, fz
Use o fresamento concordante
Expulse os cavacos de forma eficiente usando ar comprimido
Verifique os dados de corte recomendados
Desgaste de flanco Desgaste irregular causando danos aos cantos.
Batimento radial da ferramenta
Vibração
Baixa vida útil da ferramenta
Acabamento superficial insatisfatório
Alto nível de ruído
Forças radiais muito altas
Reduza o batimento radial para menos de 0,02 mm (0,0008 pol.)
Verifique o mandril e a pinça
Minimize a projeção da ferramenta
Use menos dentes em corte
Escolha uma ferramenta com diâmetro menor
Para fresas de topo inteiriças de metal duro e fresas com cabeça intercambiável, selecione uma geometria com maior ângulo de hélice (ap ≥45°)
Divida a profundidade de corte axial, ap, em mais de um passe
Reduza o avanço, fz
Reduza a velocidade de corte, vc
HSM requer passes rasos
Melhore a fixação da ferramenta e da peça
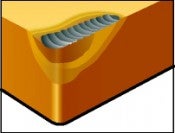
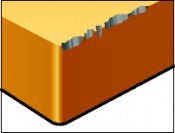
Craterização Desgaste excessivo resultando em uma aresta enfraquecida. A quebra da aresta principal de corte causa um acabamento superficial insatisfatório.
Desgaste por difusão devido à temperatura de corte muito alta na face de saída
Selecione uma classe com cobertura Al203
Selecione uma pastilha de geometria positiva
Reduza a velocidade para reduzir a temperatura e diminua o avanço
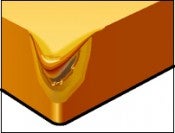
Deformação plástica A deformação plástica da aresta, depressão ou impressão do flanco, levam a um controle de cavacos ruim, acabamento superficial insatisfatório e quebra da pastilha.
Temperatura de corte e pressão muito altas
Selecione uma classe mais resistente ao desgaste (mais dura)
Reduza a velocidade de corte, vc
Reduza o avanço, fz
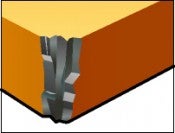
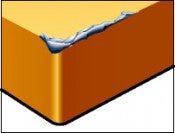
Lascamento A parte da aresta de corte que não está no corte é danificada pelo martelamento dos cavacos. A parte superior e do apoio da pastilha podem ser danificadas causando um acabamento superficial ruim e desgaste de flanco excessivo.
Os cavacos são desviados contra a aresta de corte
Selecione uma classe mais tenaz
Selecione uma pastilha com uma aresta de corte mais robusta
Aumente a velocidade de corte, vc
Selecione uma geometria positiva
Reduza o avanço no início do corte
Melhore a estabilidade
Lascamento Pequenas fraturas da aresta de corte (microlascamento) que causam acabamento superficial insatisfatório e desgaste de flanco excessivo.
Classe muito quebradiça
Geometria da pastilha muito fraca
Aresta postiça
Selecione uma classe mais tenaz
Selecione a pastilha com geometria mais resistente
Aumente a velocidade de corte, vc, ou selecione uma geometria positiva
Reduza o avanço no início do corte
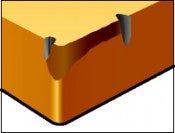
Desgaste tipo entalhe Desgaste tipo entalhe causando acabamento superficial insatisfatório e risco de quebra da ferramenta.
Materiais que endurecem com o trabalho
Casca
Reduza a velocidade de corte, vc
Selecione uma classe mais tenaz
Use uma geometria mais resistente
Use um ângulo de corte mais próximo a 45 graus
Use pastilhas redondas para melhores resultados
Use a técnica de ap variável para prolongar o desgaste
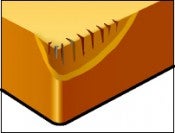
Trincas térmicas Pequenas trincas perpendiculares à aresta de corte causando microlascamento e acabamento superficial insatisfatório devido a variações da temperatura.
Usinagem intermitente
Variação do fornecimento de fluido de corte
Selecione uma classe mais tenaz e mais resistente a choques térmicos
O fluido de corte deve ser usado em abundância ou não deve ser usado
Arestas postiças (BUE) As arestas postiças causam acabamento superficial ruim e microlascamento da aresta quando a aresta postiça destaca.
A temperatura da zona de corte é muito baixa
Materiais muito pastosos, como aços com baixo teor de carbono, aços inoxidáveis e alumínio
Aumente a velocidade de corte, vc
Mude para uma pastilha com geometria mais adequada
Arestas postiças (BUE) O material da peça é soldado à aresta da corte.