Usinagem em rampa: linear e circular com dois eixos
O que é uma usinagem em rampa bem-sucedida?
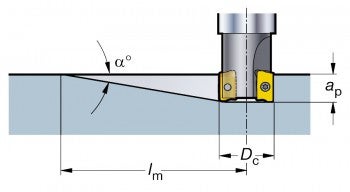
Usinagem em rampa linear é uma maneira eficiente e muito usada de aproximação da peça quando usinar canais/bolsões/cavidades fechados e elimina a necessidade de uma broca.
A usinagem em rampa linear é definida como um avanço simultâneo na direção axial (Z) e na direção radial (X ou Y), ou seja, usinagem em dois eixos.
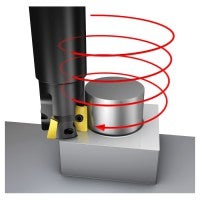
Usinagem em rampa circular (também chamada de interpolação helicoidal, interpolação espiral, furação orbital etc.) é um movimento simultâneo em um percurso circular (X e Y) junto com um avanço axial (Z) em um passo definido, e também é uma alternativa à furação.
A usinagem em rampa circular é sempre mais recomendada que a usinagem em rampa linear (canais em cheio) porque a interpolação helicoidal é um processo mais suave pois, o corte radial é reduzido. Ela permite o fresamento concordante puro e melhora o escoamento de cavacos. Uma rotação no sentido anti-horário garante o fresamento concordante.
Usinagem em rampa com dois eixos - linear
Como aplicar a usinagem em rampaUm processo de corte exigente
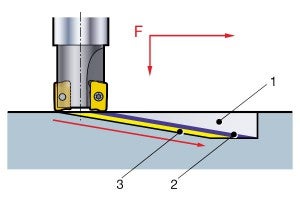
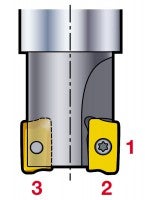
Existem três processos de corte que ocorrem simultaneamente durante a operação de usinagem em rampa linear:
1) Corte periférico com pastilha guia.
2) Corte do fundo com pastilha guia.
3) Corte do fundo com pastilha guiada.
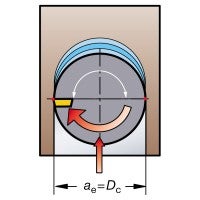
As forças de corte são axiais e radiais.
Há também um esforço adicional na ferramenta devido ao fresamento de canais em cheio, o que significa que ae=Dc, criando forças radiais mais altas e cavacos longos.
Recomendações de usinagem
- Reduza avanço a 75% da faixa normal
- Quando o fresamento de canais é realizado diretamente após a usinagem em rampa, é importante continuar com o avanço baixo por uma distância que corresponda ao diâmetro da fresa até que a pastilha guiada pare de cortar
- Use o fluido de corte para ajudar com o escoamento dos cavacos
- Reduza o raio da ferramenta para diminuir a área de contato
- A usinagem em rampa linear deve ser limitada a canais estreitos com menos de 30 mm de largura, se o acesso for circular a usinagem em rampa é limitada
Usinagem em rampa progressiva
Quando estiver usinando em rampa com vários passes, para produzir um canal profundo, a produtividade pode ser facilmente mais alta por meio da usinagem em rampa em ambas as direções (usinagem em rampa progressiva) em vez de usinagem em rampa em apenas uma direção (usinagem em rampa de passe único).
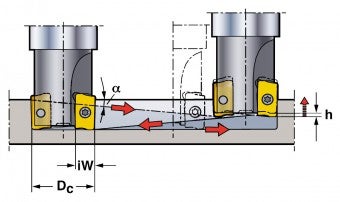
Nota: Quando avançar a fresa com o ângulo máximo de usinagem em rampa, ela deve ser erguida à distância h antes de mudar de direção. Isso evita danificar a parte central do corpo da fresa.
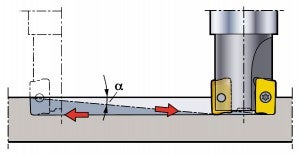
Usinagem em rampa com um passe.
Correção do percurso da ferramenta
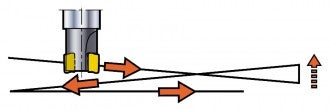
Usinagem em rampa progressiva no ângulo máximo de usinagem.
O raio da pastilha afeta o ângulo máximo de usinagem em rampa
Exemplo:
As curvas no diagrama são válidas para o raio máximo e o mínimo. Para o raio intermediário, faça a interpolação.
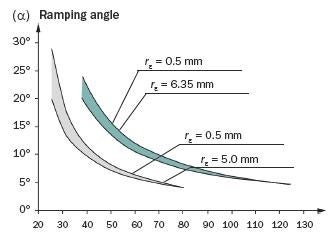
Diâmetro da ferramenta, Dc mm

= Pastilha tamanho 22

= Pastilha tamanho 16
Usinagem em rampa com dois eixos - circular

Considerações sobre o processo
Há três considerações principais em usinagem em rampa circular; se não for aplicada corretamente, os problemas ocorrerão.
- A seleção do diâmetro da fresa para o tamanho do furo
- Passo por rotação
- Faixa de avanço
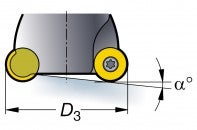
1. Seleção do diâmetro da fresa para o tamanho do furo
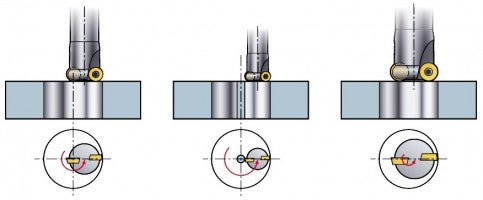
A escolha do tamanho da fresa é muito importante quando usar as fresas que não têm corte central. O diâmetro da fresa garante que a pastilha corte sobre a linha de centro do furo.
O diâmetro da fresa é muito pequeno e deixará um núcleo no meio – como a trepanação. Isso é aceitável para usinagem de furos grandes, mas o núcleo precisa ser apoiado quando cair.
Se a fresa for muito grande, a pastilha não inscreve a linha central do furo e um pip (saliência) será formado e colidirá com o topo da fresa.Diâmetro máximo do furo
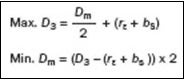
- O diâmetro máximo do furo, Dm, que pode ser produzido em uma espiral contínua, é de 2 x D3
- Isto é o fresamento de canal em cheio e deixará um pip (saliência) no centro de um furo cego
- O pip (saliência) é removido com o avanço até o centro para obter-se um fundo plano
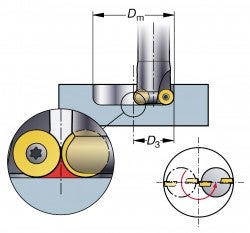
Diâmetro máx. do furo Dm
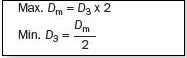
Fresamento do diâmetro com fundo plano
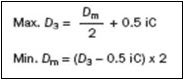
- Garante que nenhuma saliência seja deixada no fundo de um furo cego, o tamanho do raio da pastilha precisa ser considerado
- Se a fresa é muito grande, o pip (saliência) não pode ser removido pelo avanço até o centro
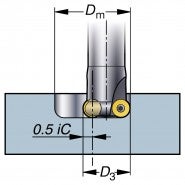
Diâmetro mín. do furo Dm
Diâmetro mín. do furo Dm
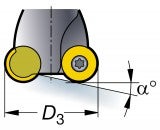
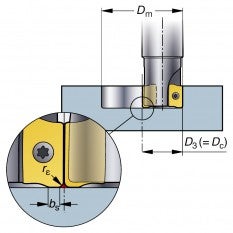
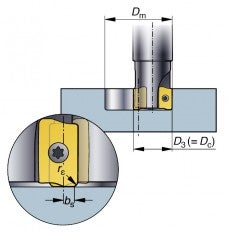
Diâmetro mínimo do furo passante
- O diâmetro mínimo que evita colisão do corpo da fresa devido a falta de corte central
- b é o passo máximo permitido para a operação em mergulho e é o mesmo para a sobreposição máxima
- Para pastilhas redondas, b deve ser calculado como b = 0,8 x iC
- O pip não pode ser removido.
2. Passo (P)
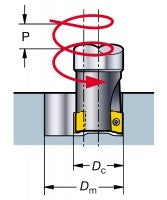
O passo nunca pode ser maior que o ap máximo para o conceito da fresa e depende do diâmetro do furo, do diâmetro da fresa e do ângulo de rampa.
3. Faixa de avanço
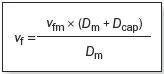
O valor de avanço sempre depende do valor hex que corresponde à faixa de avanço periférico, vfm. Entretanto, muitas máquinas usam o avanço central da ferramenta, vf, que deve ser calculado como segue:
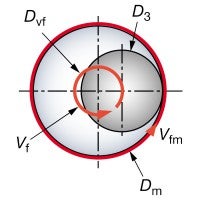
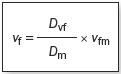
Dvf = percurso programado da fresa
Faixa de avanço programado:
vfm = quando usar a compensação de raio
vf = quando usar o avanço do centro da ferramenta
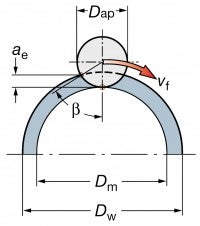
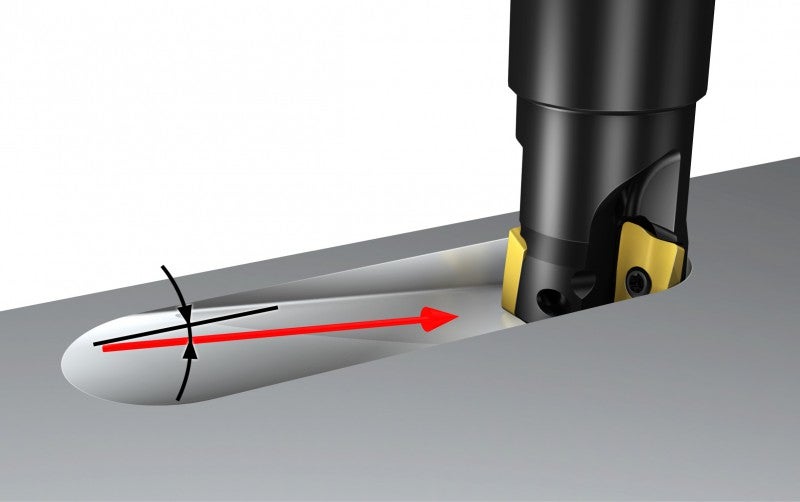
Usinagem em rampa circular externa
Usinagem em rampa circular externa (3 eixos)

Usinagem em rampa circular externa (2 eixos)
O que é uma usinagem em rampa circular externa bem-sucedida?
Comparado à usinagem em rampa/fresamento circular interno:
- O avanço pelo centro da ferramenta, vf, é aumentado ao invés de reduzido
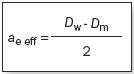
- A profundidade radial, ae, torna-se muito menor quando o fresamento for externo, portanto, uma velocidade de corte mais alta pode ser usada
- hex é calculado da mesma maneira que a usinagem de borda
- A técnica de programação é, no entanto, muito similar ao fresamento interno de furos