
Canais ou fresamento de canais
Canais ou fresamento de canais é uma operação na qual o fresamento lateral e o faceamento são opções preferenciais ao fresamento de topo.
- Fresamento de canais e canais podem ser longos ou curtos, abertos ou fechados, retos ou curvos, profundos ou rasos, largos ou estreitos
- A seleção da ferramenta costuma ser determinada pela largura e a profundidade do canal e, até certo ponto, pelo comprimento do canal
- O tipo e a frequência da máquina disponível para a operação determinarão se deverá ser usado fresa de topo, fresa de aresta longa ou fresa de disco e facear
- As fresas de disco e facear oferecem o método mais eficiente para o fresamento de grandes volumes de canais longos e profundos, especialmente quando usadas máquinas de fresamento horizontal. O crescimento de máquinas para fresamento vertical e de centros de usinagem, porém, significa que as fresas de topo e fresas de aresta longa também são frequentemente utilizadas em uma variedade de operações de fresamento de canais.
Comparação de conceitos de fresas
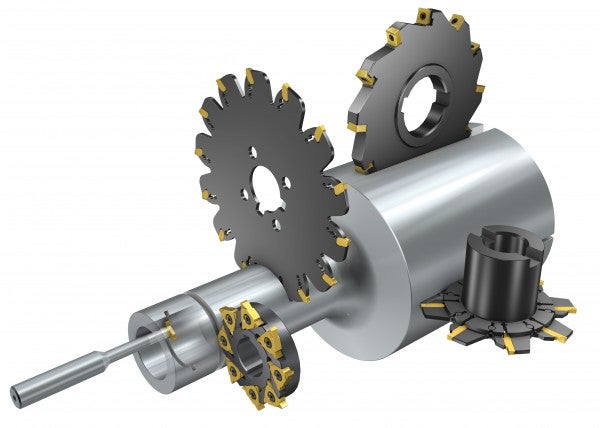
Faceamento e fresamento lateral
+ Canais abertos
+ Canais profundos
+ Largura/tolerâncias ajustáveis
+ Fresamento com trens de fresas
+ Cortes
+ Ampla gama de produto para diferentes larguras/profundidades
– Canais fechados
– Somente usinagem de canais lineares
– Escoamento de cavacos

Fresamento de topo
+ Canais fechados
+ Canais rasos
+ Canais não-lineares
+ Versatilidade (métodos adicionais):
- Fresamento de canais trocoidais para materiais difíceis (aços duros, HRSA etc.)
- Fresamento em mergulho como um solucionador de problemas para balanços longos da ferramenta
- Operações adicionais de semiacabamento/acabamento podem ser adicionadas com facilidade
- É possível usar uma fresa de topo para operações que não sejam fresamento de canais
– Canais profundos
– Altas forças
– Sensível à vibração se houver deflexão
Faceamento e fresamento lateral

Fresas de disco e facear podem lidar com canais longos, profundos e abertos de maneira mais eficiente e oferecer a melhor estabilidade e produtividade para este tipo de fresamento. Elas também podem ser montadas como em um "trem de fresas" para usinar mais de uma superfície no mesmo plano e ao mesmo tempo.
Como aplicar
- Escolha o tamanho da fresa, o passo e a posição, de forma que a última aresta esteja no corte durante todo o tempo
- Verifique a espessura de cavaco para obter o avanço por dente ideal
- Em operações de fresamento exigente, verifique os requisitos em relação à potência e ao torque. Árvores rígidas e balanço são muito importantes em aplicações nas quais as árvores têm uma extremidade livre
- A fixação e o suporte do eixo devem ser robustos para lidar com as forças de corte do fresamento discordante
Fresamento concordante:
- primeira escolha em método
- Use um limitador firme na direção das forças de corte tangenciais para evitar que elas forcem a peça para baixo, contra a mesa. A direção do avanço corresponde às forças de corte, o que significa que é importante eliminar a rigidez e a folga, uma vez que a fresa tem uma tendência a subir.
Fresamento discordante:
- Alternativa em aplicações onde surgem problemas devido à rigidez insuficiente, ou ao trabalhar com materiais exóticos.
- Soluciona problemas gerados por set-ups fracos e entupimento de cavacos em canais mais profundos.
Volante:
- Um bom complemento para set-ups fracos e quando a potência disponível e o torque forem baixos.
- Posicione o volante o mais próximo da ferramenta possível.
- O fortalecimento da montagem da peça é sempre um bom investimento.
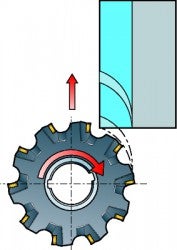
Fresamento de canais abertos usando fresas de disco e de facear.
Cálculo do avanço por dente
Um fator crítico no fresamento periférico usando fresas de disco e de facear é obter um avanço por dente fz adequado. Valores insuficientes causam desvantagens graves, portanto, sempre tome cuidado ao fazer este cálculo.
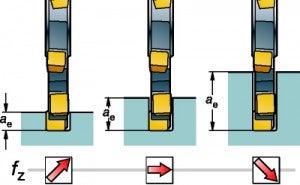
O avanço por dente, fz, deve ser reduzido para canais profundos e aumentado para os mais rasos, a fim de manter a espessura máxima do cavaco recomendada. Por exemplo, ao fazer canais em cheio com a geometria M30, o valor inicial para a espessura máxima do cavaco deve ser 0,12 mm (0,005 pol.).
Nota: Uma vez que duas pastilhas trabalham juntas para usinar a largura do canal em cheio, o avanço é calculado usando metade do número de pastilhas zn.
| ae / Dcap (%) | fz (mm/dente) | hex (mm) |
| 25 | 0,14 (0,006 pol.) | 0,12 (0,005 pol.) |
| 10 | 0,20 (0,008 pol.) | 0,12 (0,005 pol.) |
| 5 | 0,28 (0,011 pol.) | 0,12 (0,005 pol.) |
Profundidade de corte
Para canais mais profundos, é necessário solicitar uma fresa especial. Se for necessário usinar canais mais profundos, o avanço por dente deve ser reduzido. Se o canal for mais raso, aumente o avanço.
Nota: A profundidade de um canal pode ser limitada pelo diâmetro do acoplamento-árvore, pela resistência à deformação das chavetas e pela capacidade dos bolsões para escoar cavacos.
Volante – em máquinas horizontais
Somente alguns dentes têm contato por vez nas operações de fresamento lateral e faceamento, o que pode gerar vibrações torsionais pesadas devido à usinagem intermitente. Isto é prejudicial ao resultado da usinagem e a produtividade.
- O uso de um volante costuma ser uma boa solução para a redução destas vibrações. Os problemas causados por potência, torque e estabilidade insuficientes na máquina costumam ser solucionados pelo uso correto de volantes
- A necessidade de um volante é maior em máquinas pequenas de pouca potência ou em máquinas com maior desgaste, do que em máquinas maiores ou mais estáveis e potentes
- Posicione o volante o mais próximo da ferramenta possível.
- O uso do volante resulta em uma usinagem mais suave, o que resulta na redução de ruído e de vibração e na vida útil mais longa da ferramenta
- Além do fresamento discordante, é possível instalar um volante em um eixo no qual a fresa é configurada
- A fim de melhorar a estabilidade no fresamento lateral e no faceamento, use o maior volante possível permitido pela aplicação
- A combinação de uma variedade de discos redondos de aço-carbono, cada um com um furo central e um canal para instalação do eixo, continua sendo o melhor método para a instalação de um volante.
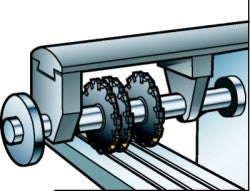
Fresamento com trens de fresas usando fresas instaladas em um padrão escalonado
Fresas que tenham um furo para montagem com 2 rasgos de chaveta podem ser dispostas em um padrão escalonado para o fresamento de mais de um canal ao mesmo tempo. A disposição do distanciamento das fresas ajuda a evitar vibração. Isto também reduz a necessidade de volantes.

O fresamento de canais estreitos e rasos
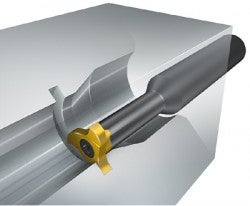

Fresas versáteis possuem pastilhas com múltiplas arestas, disponíveis em formatos para atender à maioria dos tipos de canais pequenos. Aplicações comuns incluem a usinagem de um canal circlip interno e canais de anel de vedação e de canais externos pequenos retos ou circulares, especialmente em peças que não podem ser rotacionadas.
Usinagem de canais internos
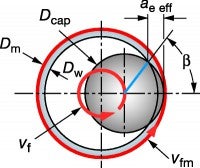
- Deve-se programar uma entrada suave ao usar o fresamento circular.
- Considere a relação entre o diâmetro da fresa e o diâmetro do furo, Dc/Dw. Quanto menor a relação, maior será o contato.
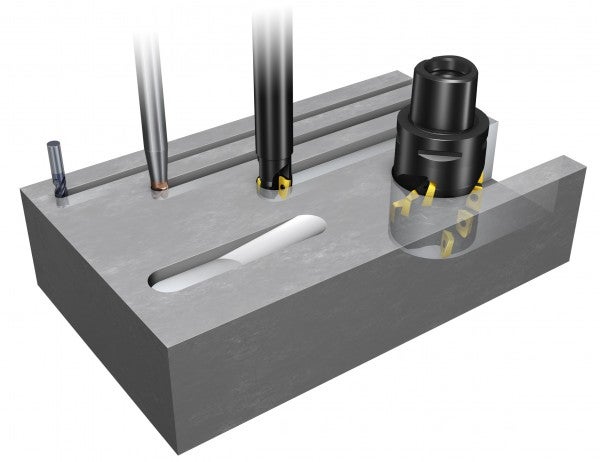
Fresamento de topo de canais

O fresamento de topo é escolhido para canais curtos e rasos, especialmente canais e bolsões fechados, e fresamento de rasgos de chavetas. Fresas de topo são as únicas ferramentas que podem fazer o fresamento de canais fechados que sejam:
- Retos, curvos ou em ângulo
- Bolsões específicos, maiores que o diâmetro da ferramenta
Operações mais pesadas de fresamento de canais são realizadas usando fresas de aresta longa.
Escolha da ferramenta
Fresamento de topo e fresas de aresta longa
 |  |  |  | |
| Fresas topo inteiriças de metal duro | Fresa de topo de faceamento de cantos a 90 graus | Fresas com aresta longa | Fresas de topo de cabeça intercambiável | |
| Máquina/tamanho do fuso | ISO 30, 40, 50 | ISO 40, 50 | ISO 40, 50 | ISO 30,40, 50 |
| Exigência de estabilidade | Alta | Média | Alta | Baixa |
| Desbaste | Muito boa | Boa | Muito boa | Aceitável |
| Acabamento | Muito boa | Boa | Aceitável | Muito boa |
| Profundidade de corte ap | Grande | Média | Grande | Pequena |
| Versatilidade | Muito boa | Boa | Aceitável | Muito boa |
| Produtividade | Muito boa | Boa | Muito boa | Boa |
Como aplicar
- Use fresas de topo de corte leve com uma vida útil longa previsível da ferramenta, instalada em mandris de alto desempenho
- Minimize a distância do mandril da ferramenta até a aresta de corte para alcançar o menor balanço possível
- Considere o avanço por aresta para produzir a espessura satisfatória do cavaco. Use fresas de passo largo para evitar cavacos finos, os quais causam vibrações, superfícies insatisfatórias e formação de rebarbas
- Use o maior tamanho possível da ferramenta para obter a melhor relação entre diâmetro/comprimento para a estabilidade
- Sempre que possível, use fresamento concordante para obter uma ação de corte mais favorável
- Certifique-se de retirar os cavacos do canal. Use ar comprimido para evitar o entupimento de cavacos
- Use o acoplamento Coromant Capto® para melhor estabilidade e suporte do fuso
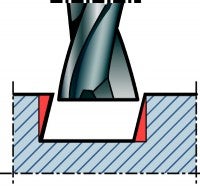
Usinagem de canais usando fresas para fresamento de topo

A usinagem de um canais ou rasgos, geralmente chamado de canais em cheio, envolve três faces usinadas:
- Os canais nas duas extremidades são bolsões, os quais exigem fresas de topo que consigam trabalhar na direção axial
- Canais em cheio com uma fresa de topo é uma operação exigente. Geralmente, a profundidade de corte axial deve ser reduzida em cerca de 70% do comprimento da aresta. A rigidez da máquina e o escoamento de cavaco também precisam ser considerados ao determinar o melhor método para a operação
- As fresas de topo são sensíveis aos efeitos das forças de corte. A deflexão e a vibração podem ser fatores limitadores, especialmente em altas taxas de usinagem e com longos balanços
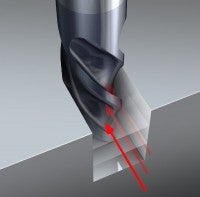
Fresamento de rasgos de chaveta
Essa operação requer algumas orientações específicas, além das recomendações gerais para fresamento de superfícies retas e usinagem de canais. Um canal fresado em uma única etapa não terá um formato perfeitamente quadrado, devido à direção das forças de corte e à tendência da ferramenta se curvar. É possível obter a melhor precisão e produtividade se a operação empregar uma fresa de topo muito pequena e for dividida em duas etapas:
- Fresamento de rasgo de chavetas – desbaste de canais em cheio
- Fresamento de disco – acabamento total do canal, usando fresamento discordante para criar cantos perfeitamente quadrados
A profundidade de corte radial deve ser mantida pequena em operações de acabamento para evitar a deflexão da fresa, já que esta é uma das causas principais do acabamento superficial insatisfatório e/ou do desvio de um canto em 90° perfeito.
Fresamento de rasgo de chavetas em duas etapas
Métodos para abertura e fechamento de canal ou bolsão em um blank inteiriço
Na preparação para o fresamento de canais longos e estreitos de largura total, a usinagem em rampa linear é o método mais comum, depois da furação, para abertura de um bolsão.
O fresamento interrompido também pode ser uma alternativa para canais rasos. A usinagem em rampa circular é usada para o fresamento de canais e bolsões mais largos.
Comparação de três métodos diferentes
Fresamento de canais convencionais
+ É possível usar máquinas de 3 eixos convencionais
+ Altas taxas de remoção em condições estáveis
+ Programação simples
+ Ampla opção de ferramentas
– Gera altas forças de corte radiais
– Sensível à vibração
– Canais profundos exigem passes repetidos
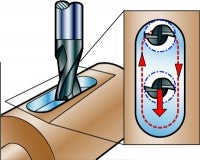
Fresamento trocoidal
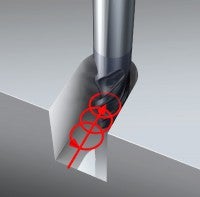
+ Gera baixas forças de corte radiais- menos sensibilidade à vibração
+ Mínima deflexão no fresamento de canais profundos
+ Um método produtivo para:
- usinagem de aços duros e HRSA (ISO H e S)
- aplicações sensíveis à vibração
+ O diâmetro da fresa deverá ser no máximo 70% da largura do canal
+ Bom escoamento de cavaco
+ Baixa produção de calor
– Exige mais programação
Fresamento em mergulho
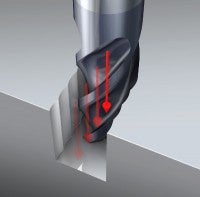
+ Um solucionador de problemas em aplicações sensíveis à vibração:
- com balanço da ferramenta longo
- em fresamento de canais profundos
- com máquinas ou set-ups fracos
– Baixa produtividade em condições estáveis
– Exige uma operação restante de fresamento/acabamento
– O corte na extremidade pode obstruir o escoamento de cavaco
– Escolha limitada de ferramentas
Desbaste de fresamento de canais com fresa de aresta longa
- As fresas com grande capacidade de remoção de metal costumam ser usadas para usinagem em desbaste
- As versões mais curtas podem produzir canais de profundidade até o equivalente ao diâmetro, em máquinas de fresamento estáveis e potentes
- Use fusos estáveis ISO 50, pois estas fresas apresentam maior probabilidade de acomodar forças radiais consideráveis
- Verifique os requisitos de potência e torque, pois eles costumam ser fatores limitadores para a obtenção de resultados ideais
- Considere o passo ideal para cada tipo de operação

Desenhos mais longos destinam-se
principalmente para operações de usinagem de borda.
| Passo | L  | M  | H  |
| Área de aplicação | Set-up longo | Universal | Set-up curto |
| Fresamento de cantos a 90° | Profundo ap/ae | Médio ap/ae | Moderada ap/ae |
| Fresamento de canais | Moderada ap/ae | Limitado | __ |
| vc pés/min |
