
Fresamento de chanfros
Operações de chanfros, cortes V, saída para retífica, preparação para solda e remoção de rebarbas ao longo das arestas da peça são frequentes nas operações de fresamento de chanfros. Dependendo do tipo de máquina e do set-up, estas operações podem ser realizadas de diversas maneiras. É possível usar uma fresa de facear pequena, uma fresa de aresta longa, uma fresa de topo ou fresas para chanfrar.
Escolha da ferramenta
Fresas de chanfro
A escolha da ferramenta de chanfro depende de vários fatores, por exemplo:
- Se a operação é um chanfro frontal ou chanfro reverso
- Ângulo do chanfro
- Profundidade máx. do chanfro
- Material a ser usinado
Nas operações de chanfro frontais, uma das principais considerações também será a montagem de ferramenta disponível na máquina. Para operações de chanfro reverso, o tamanho do furo também limitará o tamanho da fresa e isto influencia a escolha da ferramenta. Geralmente, os chanfros pequenos em operações internas exigem uma ferramenta de metal duro por questões de acessibilidade, enquanto que características maiores permitem o uso de fresa com pastilhas intercambiáveis.
Fresas complementares para chanfro
Em máquinas de 4 e 5 eixos, nas quais o fuso ou a peça podem ser inclinados, é possível usar várias ferramentas para chanfro e remoção de rebarba, por exemplo:
- Fresas de topo a 90 graus
- Fresas de facear a 45°
- Para chanfros maiores, é possível usar fresas de aresta longa

Como aplicar
Dados de corte
Geralmente, a profundidade do corte, ap e a largura do corte, ae, são pequenas em relação ao diâmetro da fresa. Isto significa que devemos usar recomendações de velocidade de corte mais alta para pequenos contatos. O avanço por dente, fz, também pode ser aumentado consideravelmente. As exigências de acabamento superficial limitam fz.

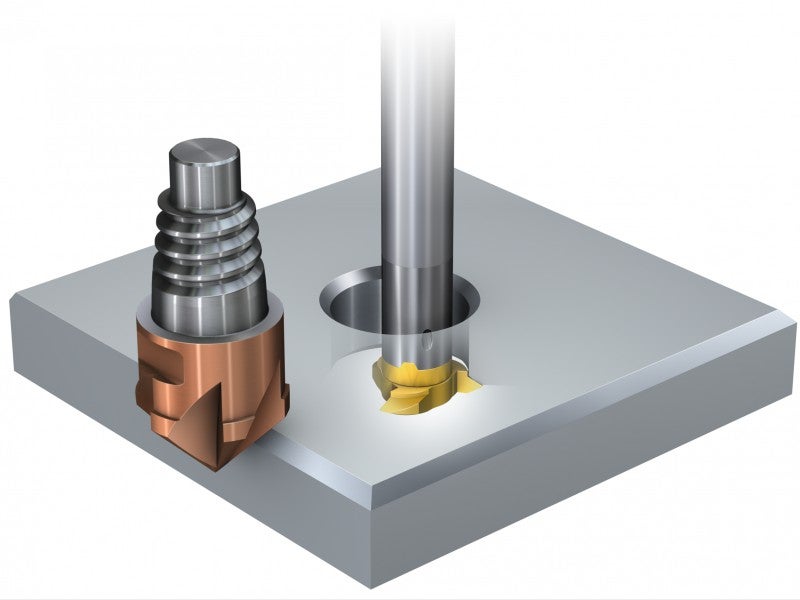
Chanfro de um furo
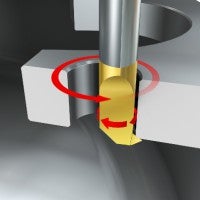
Com algumas fresas com capacidade para fazer chanfro e rosqueamento, é possível fazer o chanfro do furo após a conclusão da operação de rosqueamento, usando a mesma ferramenta e pastilha. Isto é feito usando um percurso de fresamento circular, consulte a sequência de programação abaixo.
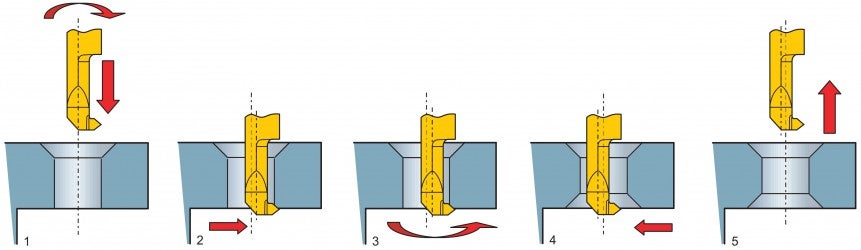
Ponto zero para comprimento da ferramenta e raio
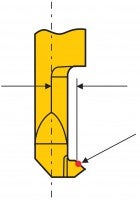
- Posicione a fresa centralizada acima do furo, com a fresa girando e mova axialmente para a profundidade do flange (Z = altura do flange – tamanho do chanfro)
- Avance a fresa, com compensação de raio, para que tenha contato (Y = raio do furo)
- Interpole 360
- Avance de volta ao centro do furo
- Retraia a fresa
Nota: Para ajustar o tamanho do chanfro, altere a posição Z (não ajuste o diâmetro pois isto pode causar atrito no furo).
