
Fresamento concordante vs. fresamento discordante
Sempre que a aresta de fresamento entra em corte, ela está sujeita a uma carga de choque. O tipo certo de contato entre a aresta e o material na entrada e na saída do corte deve ser considerado para um fresamento bem-sucedido. Em uma operação de fresamento, a peça avança na mesma direção ou na direção contrária ao sentido de rotação da fresa, o que afeta o início e o fim do corte e se o método de fresamento usado é o concordante ou discordante.
A regra de ouro em fresamento – Espesso para fino
No fresamento, você sempre precisa considerar como os cavacos serão formados. É a posição da fresa que forma os cavacos e você deve sempre tentar obter cavacos espessos na entrada e cavacos finos na saída do corte para assegurar um processo estável de fresamento.
Lembre-se da regra de ouro em fresamento – espesso para fino – para assegurar a menor espessura dos cavacos possível ao sair do corte.
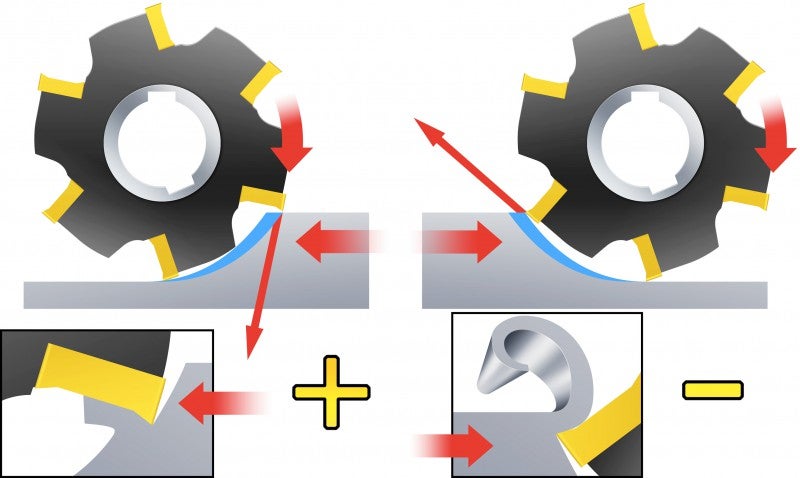
Fresamento concordante
Em fresamento concordante (fresamento ascendente), a ferramenta de corte avança no sentido da direção da rotação. O fresamento concordante é o método sempre recomendado - sempre que a máquina-ferramenta, a fixação e a peça permitirem.
No fresamento concordante periférico, a espessura dos cavacos diminuirá a partir do início do corte, se aproximando de zero gradualmente ao final do corte. Isso evita que o esfregamento e a queima da aresta contra a superfície antes do início do corte.

A espessura maior dos cavacos é vantajosa e as forças de corte tendem a puxar a peça contra a fresa, mantendo a aresta no corte.
Entretanto, como a fresa tende a ser puxada para a peça, a máquina precisa lidar com o jogo de avanço da mesa usando a eliminação da folga. Se a ferramenta puxa a peça, o avanço aumenta acidentalmente que pode gerar cavacos muito espessos e quebra da aresta. Considere o uso do fresamento discordante em tais casos.
Fresamento discordante
No fresamento discordante (fresamento convencional), a direção de avanço da ferramenta de corte é oposta à sua rotação.
A espessura de cavaco começa em zero e aumenta até o final do corte. A aresta de corte precisa ser forçada para dentro do corte, criando um efeito de esfregamento ou de queima devido ao atrito, altas temperaturas e, geralmente, contato com a superfície endurecida pelo trabalho causado pela aresta anterior. Tudo isto reduz a vida útil da ferramenta.


Os cavacos espessos e a temperatura mais alta na saída de corte causarão alta tensão de tração que reduzirão a vida útil da ferramenta pois, geralmente, resulta em falha prematura da aresta. Eles também podem fazer com que os cavacos grudem ou sejam soldados na aresta de corte, o que irá levá-los até o início do próximo corte ou causar o microlascamento momentâneo da aresta.
As forças de corte tendem a empurrar a fresa e a peça para longe uma da outra e as forças radiais tenderão a levantar a peça da mesa.
O fresamento discordante pode ser vantajoso quando ocorrerem grandes variações na folga. Além disso, recomenda-se usar o fresamento discordante quando usar pastilhas de cerâmica em ligas resistentes ao calor porque a cerâmica é sensível a impactos na entrada da peça.
Dispositivos de fixação da peça
A direção de avanço da ferramenta exige diferentes características do dispositivo de fixação da peça. Durante o fresamento discordante, ele deve resistir às forças de içamento. Durante o fresamento concordante, ele deve resistir às forças de tração.
