
Como escolher o fuso da máquina
Como escolher a interface do fuso da máquina é uma decisão importante que, geralmente, define a limitação da eficiência da usinagem. Não existe uma resposta rápida sobre qual interface é melhor – isso realmente depende das peças que serão usinadas e das operações que serão realizadas. Não deve se presumir que as opções de fuso standard com uma máquina sejam necessariamente a melhor escolha de interface.
Especificações do fuso da máquina

Quando não está usinando, a interface do fuso da máquina requer intercambialidade rápida. Porém, durante a usinagem, é fundamental que a junção entre o fuso e o acoplamento da máquina seja sólida, mesmo se as forças de corte façam de tudo para afetar a interface. É importante ter uma interface que propicia boa resistência à deflexão e capacidade de torque.
- Rigidez à deflexão: Necessária para alcançar um processo de corte estável quando tiver longos balanços da ferramenta ou com cargas de corte pesado
- Transmissão de torque: Operações com grandes diâmetros são mais sensíveis. A carga aplicada a uma distância da linha de centro do fuso (Torque=Força × Raio) precisa ser compensada por uma área de contato maior
- Posição de centro precisa da ferramenta: Para proporcionar repetibilidade e produção segura, o que é especialmente importante para operações de torneamento
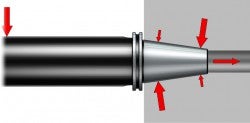


As características do acoplamento para resistir a alta deflexão ou forças de corte radiais são:
- Diâmetro de contato da flange: O contato da face da flange aumenta a área de apoio diminuindo o efeito de alavanca causado pelas forças de corte
- Força de fixação: Quanto maior a força de fixação para reter um acoplamento, maior a força de corte necessária para "derrubar" o acoplamento
- Área transversal: A redução do diâmetro da ferramenta relacionado ao diâmetro de contato da flange diminuirá a rigidez da ferramenta
- Transmissão de torque: Mais evidente com ferramentas de diâmetros maiores e torneamento, a incapacidade de resistir ao torque causará a perda imediata da precisão e da altura de centro
História da interface do fuso da máquina
A interface do fuso da máquina foi desenvolvida com a evolução das máquinas. Alguns dos principais marcos que podemos perceber que influenciaram as mudanças são:
- Controle NC levando a troca e armazenamento automáticos de ferramentas. Isto levou à adoção de tirantes de tração e garras com ranhuras no cone inclinado
- Rotações mais altas do fuso
- Usinagem multifuncional, torneamento, fresamento e furação com a mesma interface
A primeira e bem conceituada interface foi o cone Morse, desenvolvido para furação desde 1868. Depois o cone acentuado 7/24, também conhecido como cone ISO, foi introduzido em 1927. Os canais para garras e os tirantes de tração foram adicionados para troca de ferramenta na década de 60 com três variações regionais; MAS-BT na Ásia, ISO/DIN na Europa e CAT-V na América.

A desvantagem com o cone acentuado é a rigidez à deflexão e a capacidade de rotação devido à baixa força de fixação e à falta de contato da face com o nariz do fuso. Isso levou a novos desenvolvimentos nos anos 90 com o BIG-PLUS® (desenvolvido no Japão pela BIG Daishowa), HSK (desenvolvido na Alemanha pelo comitê DIN) e Coromant Capto® (lançado em 1990 e é o único sistema desenvolvido para todos os tipos de aplicações - torneamento, fresamento e furação – desde o primeiro dia).
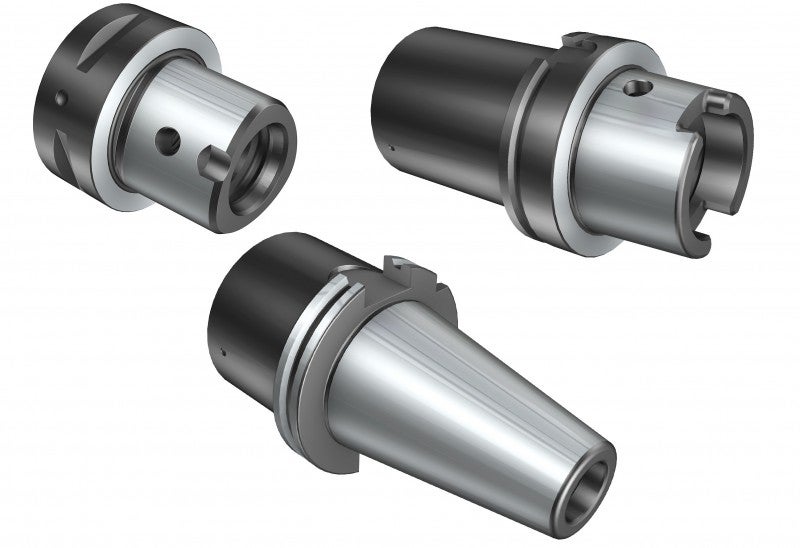
Tipos de interface do fuso da máquina
A tabela abaixo mostra os quatro acoplamentos principais e a evolução passo a passo desde o cone acentuado tradicional até o Coromant Capto®. Todas as interfaces, exceto BIG-PLUS®, são padronizadas como DIN, ISO ou ANSI.
| Ângulo do cone | Contato de flange | Método de fixação | Transmissão de torque | |
| Cone acentuado | 16,26° | Não | Tirante de tração | Chavetas na flange de contato |
| BIG-PLUS® | 16,26° | Sim | Tirante de tração | Chavetas na flange de contato |
| HSK-A | 5,7° | Sim | Fixação segmentada interna | Chavetas no cone |
| Coromant Capto® | 2,88° | Sim | Fixação segmentada interna | Polígono |

Cone ISO

BIG-PLUS®

HSK-A

Coromant Capto®
Cone 7/24
Para cones acentuados, o ângulo do cone é sempre o mesmo. A ranhura para a garra e a rosca para o tirante de tração podem variar. Disponível como CAT, ISO, DIN e MAS BT.
BIG-PLUS®

BIG-PLUS® foi desenvolvido para aplicações em centros de usinagem. O cone e o canal para garras são o mesmo do cone tradicional, porém, o contato frontal é obtido através de tolerâncias estreitas que aumentam a resistência à deflexão. Um cone acentuado standard pode se acoplar a um fuso BIG-PLUS®, porém, não é recomendado misturar. Disponível como CAT, ISO, DIN e MAS BT.
HSK
HSK (DIN 69893) foi desenvolvido para centros de usinagem. Ele apresenta contato da flange do cone oco e fixação segmentada, eliminando a necessidade de tirantes de tração. As chavetas têm várias configurações que dependem da variante e, em alguns casos, nenhuma para aplicações com altas velocidades.
- Tipo A: Usinagem geral, cargas altas de deflexão e torque moderado, troca automática da ferramenta
- Tipo B: Aplicação estacionária, cargas moderadas de deflexão, torque alto, aplicações especiais, troca automática da ferramenta
- Tipo C: Usinagem geral, cargas altas de deflexão e torque moderado, troca manual da ferramenta (ref. Tipo A)
- Tipo D: Aplicação estacionária, cargas moderadas de deflexão, torque alto, aplicações especiais, troca manual da ferramenta (ref. Tipo B)
- Tipo E: Aplicação de alta velocidade, fusos leves e rápidos, poucos momentos de deflexão e torque, troca automática da ferramenta, fácil balanceamento
- Tipo F: Aplicações de velocidade moderada, usinagem de materiais macios, momentos de deflexão médios e torque, troca automática da ferramenta, fácil balanceamento
- Tipo T: Aplicações estáticas e rotativas com tolerâncias mais estreitas no rasgo de arraste (para posicionamento da ferramenta). Nenhum "pescoço" é necessário e, portanto, melhora a capacidade do momento de deflexão
Nota! A maioria das máquinas que usa a interface de fuso HSK-T requer o pescoço para troca automática da ferramenta e magazines – isso significa que as ferramentas HSK A/C/T são necessárias

A

B

C

D

E

F

T

A/C/T
Coromant Capto®

Coromant Capto® (ISO 26623) abrange os benefícios do HSK e do BIG-PLUS®, mas eliminou a necessidade de chavetas ao ter o acionamento feito por um polígono com contato facial. A seção transversal do acoplamento robusto fornece mais espaço para a fixação segmentada com maior capacidade da força de fixação propiciando resistência à deflexão, transmissão de torque e precisão da posição central inigualáveis.
A melhor precisão radial e a transmissão de torque foram necessárias para atender a demanda de três áreas de aplicação alvo:
- Interface do fuso da máquina – Centro de usinagem e torno vertical
- Acoplamento modular – Centros de usinagem
- Sistema de troca rápida manual – Tornos

Coromant Capto® é a interface mais comum para máquinas multitarefa, visto que pode funcionar em aplicações estáticas (torneamento) e rotativas (fresamento/furação).

Recomendações de fuso da máquina para tipos diferentes de máquinas
Centros de usinagem (somente rotativas)
É recomendado utilizar uma interface de fuso com contato com a face. BIG-PLUS® e HSK-A proporcionam estabilidade suficiente para a maioria das aplicações rotativas em centros de usinagem. Para aplicações pesadas, Coromant Capto® C10 deve ser considerado antes de um acoplamento maior como o HSK-A 125 ou SK60. Para aplicações com alta rpm, HSK-E ou F devem ser considerados.


Máquinas multifuncionais (estática e rotativa)
Coromant Capto® é o único acoplamento capaz de lidar com as exigências de torque e resistência à deflexão para aplicações estáticas e rotativas.


Há diferentes soluções de mecanismos de fixação do fuso, bem como para produção da interface do fuso. A Sandvik Coromant trabalha ativamente com fabricantes de máquina-ferramentas para apoiar a integração do Coromant Capto® às máquinas. O principal foco é o tipo da máquina e nas interfaces que o compõe, onde os benefícios do Coromant Capto® são maiores.
| C3 | C4 | C5 | C6 | C8 | C10 | |
| Centro de torneamento | * | * | ||||
| Torno para usinagem pesada | ||||||
| Torno vertical | ||||||
| Máquina multitarefa | ||||||
| Centro de usinagem com torneamento | ||||||
| Centro de usinagem, aplicação pesada |
* Barras de mandrilar longas em centros de torneamento grandes
Comparação da força de fixação
A fixação segmentada interna usada para cones vazados (HSK e Coromant Capto®) pode propiciar força de fixação mais alta que a que o tirante de tração pode proporcionar ao cone. A tabela mostra a força de fixação aplicada às respectivas interfaces. A maior área transversal e o comprimento de acoplamento do Coromant Capto® permitem forças de fixação mais altas se comparadas a HSK-A.
Fontes: HSK Handbook, copyright 1999.
Big Daishowa (Sistema de fusos Big Plus.)

Coromant Capto®
HSK-A
Cone ISO (SK)
Comparação da transmissão de torque e rigidez à deflexão
Cone – as chavetas em um raio maior fornecem bom acionamento para aplicações rotativas
HSK-A – uma pequena área de contato com canais no cone e não no diâmetro da flange (raio pequeno), mas que não é recomendado para aplicações com torque alto.
Coromant Capto® – para aplicações de torneamento, a precisão do posicionamento central é necessária quando a chaveta poligonal proporcionar melhor capacidade.

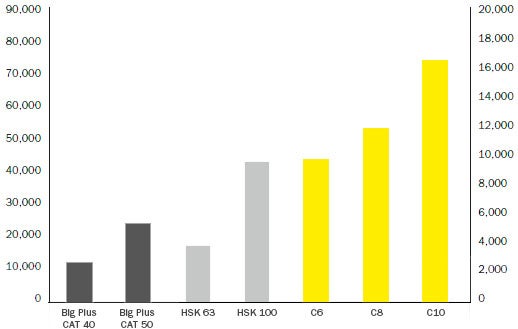
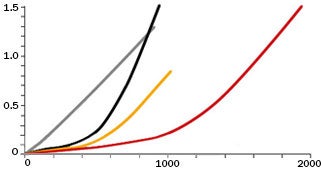
O tamanho do acoplamento irá proporcionar limitações na rigidez de deflexão e rpm máximo. Um grande acoplamento proporciona boa rigidez, mas baixa rpm, enquanto um pequeno acoplamento permite maior rotação, mas menor rigidez de deflexão.
O diagrama abaixo mostra as limitações para os respectivos acoplamentos com base em cálculos teóricos (FEA) para quando o contato facial for perdido (resistência à deflexão) e o limite de fadiga for alcançado (torque máximo).
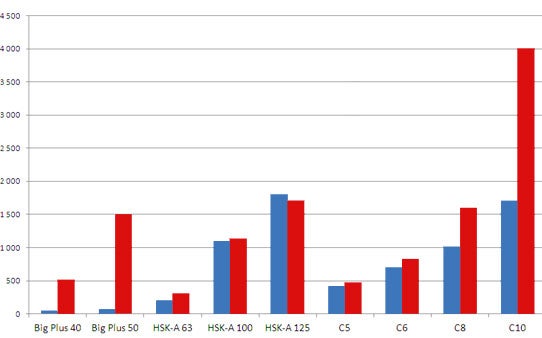
Azul: Momento de deflexão máximo (Nm)
Vermelho: Torque máximo (Nm) dentro do limite de fadiga
BIG-PLUS® e HSK proporcionam estabilidade suficiente para a maioria das aplicações rotativas, mas para as máquinas multitarefas, o Coromant Capto® é o único acoplamento capaz de lidar com as especificações de torque e resistência à deflexão.
Teste estático comparando a resistência à deflexão e a resistência ao torque
A renomada RWTH Aachen University na Alemanha realizou uma série de testes estáticos no laboratório de máquinas-ferramentas (WZL), comparando a resistência à deflexão e a resistência ao torque das diferentes interfaces do fuso.
O Coromant Capto® foi medido com duas forças de fixação: a mesma para HSK-A, (22 kN para C6 e 50 kN para C10) e força de fixação standard mais elevada (45 kN para C6 e 80 kN para C10).
| Acoplamento | Tamanho e tipo de fixação | Força de fixação (puxar o pino ou a barra de tração) | Rpm máx (dependendo do fuso e rolamentos) | |
| N | Lbs | |||
| Cone BIG-PLUS® ISO/CAT/BT 7/24 | Cone 40 | 12000 | 2703 | 16000 |
| Cone 50 | 24000 | 5405 | 12000 | |
| HSK-A | HSK-A 63 | 18000 | 4054 | 20500 |
| HSK-A 100 | 45000 | 10135 | 12500 | |
| HSK-A 125 | 70000 | 15766 | 9500 | |
| Coromant Capto® | C5 | 32000 | 7207 | 28000 |
| C6 | 41000 | 9234 | 20000 | |
| C8 | 50000 | 11261 | 14000 | |
| C10 | 70000 | 15766 | 10000 | |
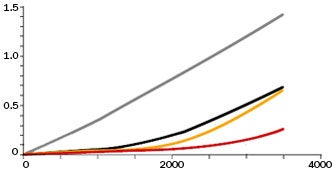
Estabilidade de deflexão
Deflexão [mm/m]
Momento de deflexão [Nm]




C6- 45kN
C6- 22kN
HSK-A 63- 22kN
Cone 7/24, tamanho 40-15 kN
Estabilidade de deflexão
Deflexão [mm/m]
Momento de deflexão [Nm]
C10- 80kN
C10- 50 kN
HSK-A 100- 50kN
Cone 7/24, tamanho 50-25kN
Os resultados mostram que mesmo com a mesma força de fixação que a HSK-A, o acoplamento mais robusto melhorou a resistência à deflexão. Porém, com a força de fixação mais alta, a força na parte superior foi 2,88 vezes melhor para C6 do que para HSK-A 63 e 2,15 vezes melhor para C10 comparado a HSK-A 100.
Estabilidade de torque
Deflexão [mm/m]
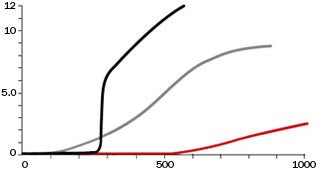
Momento torsional [Nm]
C6- 46 kN
HSK-A 63- 22kN
Cone 7/24, tamanho 40-15kN
Estabilidade de torque
Deflexão [mm/m]
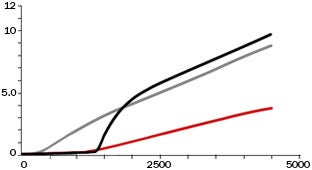
Momento torsional [Nm]
C10- 50 kN
HSK-A 100- 50kN
Cone 7/24, tamanho 50-25kN
Os gráficos mostram que o Coromant Capto® C6 tem resistência ao torque 2,29 vezes superior que o HSK-A 63. O ângulo de torção foi 7,1 vezes melhor. Os números correspondentes para C10 foram 1,85 vezes melhor para resistência de torque e 4,0 vezes melhor para o ângulo de torção em relação ao HSK-A 100.
