
Balanceamento e RPM da ferramenta
O aumento das velocidades de corte em combinação com exigências de balanceamento mais altos resulta em condições de balanceamento mais restritas para o sistema completo de ferramentas - fuso de máquina, dispositivo de fixação e sistema de ferramentas.
Exigências de balanceamento da ferramenta
O balanceamento, de acordo com a ISO 1940-1, é frequentemente intensificado ao se escolher, adicionalmente, a classe seguinte de melhor balanceamento (por exemplo, G 2,5 em vez de G 6,3). Isso não apenas é, tecnicamente, muitas vezes desnecessário, levando a altos custos, como também não pode ser alcançado em muitos casos.
Outro ponto que deve ser considerado para qualificar a carga do fuso devido ao desbalanceamento é que as forças dinâmicas de corte (por exemplo, causadas pelo corte interrompido de um fresamento) frequentemente são muito superiores às forças centrífugas causadas pelos desbalanceamentos residuais permissíveis exigidos. O desbalanceamento age como uma excitação harmônica de velocidade da estrutura da máquina e a quantidade da força centrífuga excitada surge do desbalanceamento e da velocidade de rotação.
Os requisitos de qualidade de balanceamento de ferramentas para rotores rígidos indicados na ISO 1940-1 (por ex. rotores de motor elétrico, etc.) não podem ser aplicados adequadamente a esses sistemas porque os fusos de máquina, dispositivos de fixação e ferramentas apresentam características essencialmente diferentes:
- Fusos de máquinas-ferramenta, dispositivos de fixação e as ferramentas são sistemas que variam (por .ex. por troca de ferramentas em centros de usinagem)
- Devido a imprecisões de fixação radiais e angulares, uma troca repetida de ferramenta no fuso leva a condições de balanceamento variáveis para o sistema completo
- Ajustar as tolerâncias das peças individuais (fuso, dispositivo de fixação e ferramenta) limita o processo de balanceamento
As imprecisões de fixação entre o sistema de ferramentas e o fuso da máquina-ferramenta definem os limites para a repetibilidade das condições de balanceamento e, em vista disso, as exigências de balanceamento dos sistemas de ferramentas rotativas devem levar em consideração todos os parâmetros essenciais. O principal objetivo é a limitação das vibrações da máquina relacionadas ao desbalanceamento e às cargas do sistema, bem como as interferências do processo.
As circunstâncias acima definem uma nova abordagem para especificar os requisitos para o balanceamento de sistemas de ferramentas rotativas. A especificação do conteúdo da norma ISO 16084 para balanceamento de sistemas de ferramentas rotativas considera a carga existente nos rolamentos do fuso causada pelo desbalanceamento da ferramenta.
A norma ISO 16084 especifica que a carga do rolamento causada pelo desbalanceamento não deve exceder 1% da capacidade da carga dinâmica dos rolamentos. Nessa norma, todos os desbalanceamentos residuais permitidos são indicados em (g.mm) e não são atribuídos a um nível específico de qualidade da classe G de acordo com a ISO 1940-1 - Especificações da qualidade de balanceamento para rotores em um estado constante (rígido).
Teoria de balanceamento da ferramenta
O desbalanceamento do rotor pode ser causado pelo desenho, material, produção e montagem. Cada rotor tem uma distribuição individual de desbalanceamento ao longo de seu comprimento, mesmo em uma produção em série.
O balanceamento é um procedimento pelo qual a distribuição da massa de um rotor é verificado e, se necessário, ajustado. Isso é feito para garantir que a força de desbalanceamento que atua nos rolamentos do fuso na velocidade de operação esteja dentro da capacidade dos rolamentos. A vibração dos munhões também é controlada para estar dentro dos limites de frequência especificados.
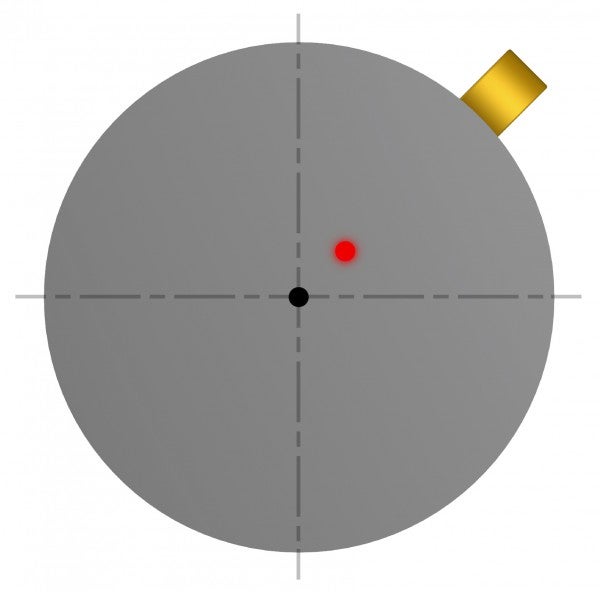
Desbalanceamento, U (g.mm)
É uma medida que especifica quanto da massa distribuída de forma assimétrica desvia radialmente do eixo rotativo, veja a figura abaixo.
U = m × e
Excentricidade, e (µm)
A distância entre o centro rotacional e o centro de gravidade, veja a figura abaixo.
e = U / m
Força de desbalanceamento, F (N)
O desbalanceamento cria uma força centrífuga que aumenta linearmente com o desbalanceamento e é multiplicada pelo número de rotações, consulte a força centrífuga na figura abaixo.
F = U × ω2
Teoria de balanceamento da ferramenta
- Eixo rotativo
- Centro de gravidade
- Excentricidade
- Massa distribuída assimetricamente
- Força centrífuga
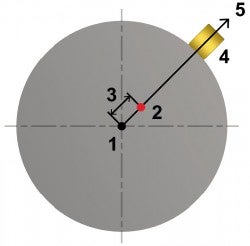
Contrabalaceamento
Para compensar as forças centrífugas indesejadas, é possível remover ou adicionar materiais que ajudem a direcionar o centro de gravidade para o eixo rotativo, veja a figura abaixo.
Desbalanceamento
- Eixo rotativo
- Centro de gravidade
- Excentricidade
- Massa distribuída assimetricamente
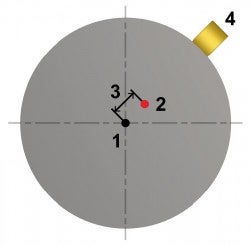
Contrabalaceamento com furo de compensação
- Eixo rotativo
- Centro de gravidade
- Furo de compensação
- Massa distribuída assimetricamente
Classe de balanceamento de acordo com ISO 1940-1 (G)
Quando balancear uma ferramenta de acordo com a ISO 1940-1, a classe de balanceamento G 2,5 em 20.000 rpm permite um desbalanceamento de 1 g.mm/kg (e=1 µm), veja o gráfico abaixo. Como exemplo, um pequeno adesivo da Sandvik Coromant corresponde a 4 g.mm. A norma ISO 1940/1 permite desbalanceamento maior em um porta-ferramenta mais pesado que um mais leve na mesma velocidade rotacional. Embora o desbalanceamento crie forças de desbalanceamento diferentes, nenhuma carga de sistema consistente é alcançada.
De acordo com a ISO 1940-1, as especificações de qualidade do balanceamento para rotores em um estado constante (rígido), G é a medida da qualidade de balanceamento de um corpo rotativo. G é a velocidade tangencial no centro de gravidade em relação à velocidade rotacional. G depende da velocidade rotacional (n), da massa do corpo (m) e do desbalanceamento (u). A classe G não é identificada sem que se saiba a velocidade rotacional.
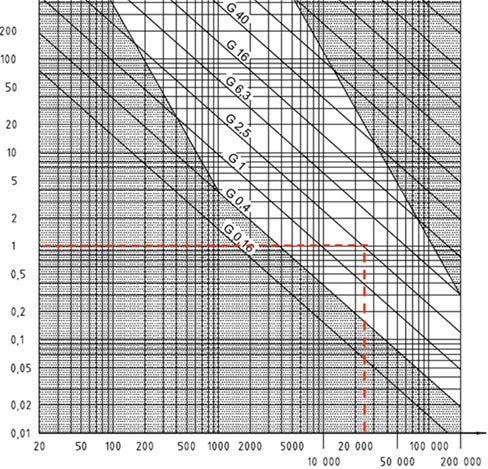
Desbalanceamento residual específico permitido para diferentes ISO 1940-1 G
Eixo X: Velocidade de operação n, rot/min
Eixo Y: Desbalanceamento residual específico permitido, eper, g.mm/kg
Exemplo de cálculo ISO 1940-1
Porta-ferramentas Coromant Capto® C4

- Classe de balanceamento: G2,5 a 20000 rpm
- Massa da ferramenta: 1,0 kg
- Equação da classe de balanceamento
- Excentricidade = Desbalanceado/massa da ferramenta

Um adesivo da Sandvik Coromant corresponde a 4 g.mm
Balancear de acordo com ISO 16084
Uma norma feita sob medida para a aplicação de ferramentas de corte de alta velocidade. A norma ISO 16084 significa que o sistema da ferramenta do rotor é equilibrado de forma a levar em conta a carga real a que os rolamentos do fuso estão sujeitos, não utiliza as diferentes classes G, mas fornece um valor específico do desequilíbrio aceito (U) para todas as ferramentas em g.mm.
Como a ISO 16084 é adaptada apenas para a aplicação de ferramentas de corte de alta velocidade, isso também implica que uma série de novos parâmetros é introduzida, em comparação com a antiga norma ISO. Isso permite uma maneira mais realista de exigir o desequilíbrio do sistema de ferramentas. Como mencionado, os requisitos de desbalanceamento são derivados da quantidade de carga que realmente afeta os rolamentos no fuso, que é a base para toda a norma. A seguir está a equação fundamental para a norma ISO 16084.
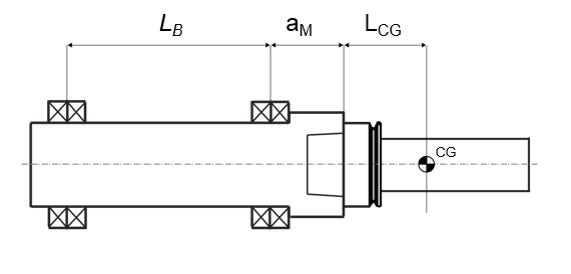

Guia de cálculo passo a passo
- Identifique qual interface de fuso que se encaixa (têm parâmetros definidos individuais). Ex. Coromant Capto® C4 ou HSK-A63
- Determine que tipo de usinagem será feita
- Usinagem padrão (fBAL = 0,8)
- Usinagem fina (fBAL = 0,2)
- Insira os parâmetros específicos para a ferramenta
- Massa da ferramenta (mt)
- Comprimento para o centro de gravidade (LCG)
- Velocidade rotacional da ferramenta em RPM (n)
- Calcule o desbalanceamento máximo permitido (USTAT,PER)
Exemplo de cálculo ISO 16084
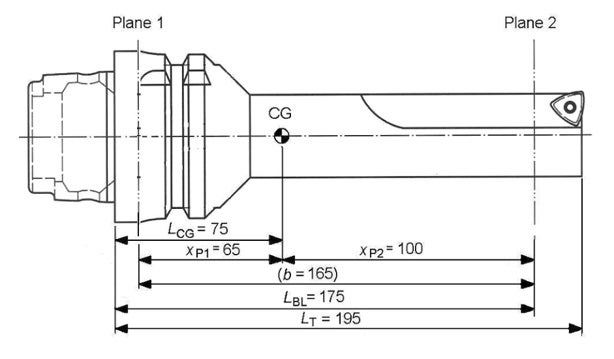
- Identifique a interface do fuso: HSK-A63
- Cdyn = 25000 N (carga máxima do rolamento)
- Am = 50 mm (rolamento do nariz do fuso)
- Lb = 415 mm (comprimento entre rolamentos)
- Es = 2,00 µm (imprecisão de junção da ferramenta convencional)
- UBM,TOL = 0,75 g.mm (tolerância da máquina de balanceamento)
- Usinagem determinada: Usinagem fina, fBAL = 0,2
- Parâmetros específicos
- mt = 1,4 kg
- Velocidade rotacional, n=3500 rpm
- LCG = 75 mm
- USTAT,PER
