
Marásprogramozás
Középponti vagy kerületi előtolás
Egy gép vagy középponti előtoláshoz, vf, (rádiuszkompenzáció nélkül) vagy kerületi előtoláshoz, vfm (rádiuszkompenzációval) tervezett.
Ha a gépnél középponti előtolásra van szükség, de kerületi előtolás van beprogramozva (rádiuszkompenzáció nélküli gépeken), az fz érték túl magas lesz, és ebből adódóan fennáll a lapkatörés kockázata.
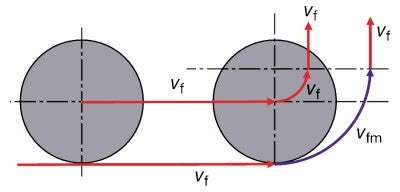
Középponti, vf vagy kerületi előtolás vfm.
Középvonali előtolás programozása
A létrehozott NC-kódok a maró közepét programozzák a kerülete helyett.
Az egyenes vonalú forgácsoláshoz (G1), az előtolás az alkatrész falánál (vfm) megegyezik a programozott előtolással (vf), míg a kerületi előtolás egy rádiusz körül (G2) nagyobb lesz, mint az előtolás a szerszám középvonalában. Ezért az asztalelőtolást (vf) csökkenteni kell a fogankénti előtolás (fz) fenntartásához.
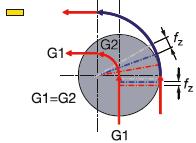
Középvonali előtolás csökkentése nélkül az
fz növekedni fog a sarkokban.

Középvonali előtolás csökkentésével.
Középvonali előtolás csökkentése
A táblázat tartalmaz egy csökkentési tényezőt, amely a következőktől függ:
- Forgácsolási átmérő és alkatrészsugár aránya – DC/radm
- Radiális bemerülés – ae/DC
| kCsökkentési tényező értéke előtoláshoz sarkokban () | ||||||||||
| DC/radm | ae/DC | |||||||||
| 0,05 | 0,15 | 0,25 | 0,35 | 0,45 | 0,55 | 0,65 | 0,75 | 0,85 | 0,95 | |
| 2,00 | 0,22 | 0,34 | 0,40 | 0,45 | 0,48 | 0,53 | 0,60 | 0,67 | 0,75 | 0,86 |
| 1,80 | 0,30 | 0,34 | 0,42 | 0,46 | 0,50 | 0,53 | 0,60 | 0,67 | 0,75 | 0,86 |
| 1,60 | 0,44 | 0,42 | 0,44 | 0,49 | 0,53 | 0,56 | 0,60 | 0,67 | 0,75 | 0,86 |
| 1,40 | 0,55 | 0,54 | 0,54 | 0,54 | 0,56 | 0,59 | 0,62 | 0,67 | 0,75 | 0,86 |
| 1,20 | 0,63 | 0,64 | 0,64 | 0,62 | 0,62 | 0,65 | 0,63 | 0,71 | 0,75 | 0,86 |
| 1,00 | 0,71 | 0,72 | 0,72 | 0,73 | 0,74 | 0,62 | 0,77 | 0,79 | 0,83 | 0,86 |
| 0,80 | 0,78 | 0,79 | 0,79 | 0,80 | 0,82 | 0,83 | 0,85 | 0,87 | 0,89 | 0,94 |
| 0,60 | 0,84 | 0,85 | 0,86 | 0,86 | 0,87 | 0,88 | 0,90 | 0,91 | 0,93 | 0,96 |
| 0,40 | 0,90 | 0,90 | 0,91 | 0,92 | 0,92 | 0,93 | 0,94 | 0,95 | 0,96 | 0,98 |
| 0,20 | 0,95 | 0,96 | 0,96 | 0,96 | 0,96 | 0,97 | 0,97 | 0,98 | 0,98 | 0,99 |
Előtolás-csökkentés a sarok előtt
Nagy sebességekkel végzett marás esetén különösen fontos az előtolás csökkentése a sarok elérése előtt.
Mivel a maró előtolása még mindig egyenes a G1 vonal vége felé, a forgácsív elkezd növekedni. Ezért csökkenteni kell az előtolást a sarok elérése előtt, tehát az ln tartományban, ami 50% x DC.
Egy fejlett előre tervező funkcióval rendelkező gépvezérlés automatikusan kezeli az előtolási sebesség változásait.
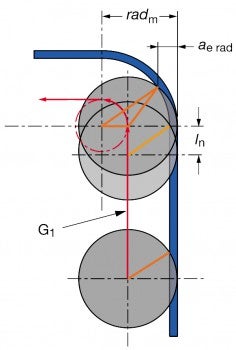
Csökkentse az előtolást a következő távolságnál:
ln = 50% DC
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
