
Mélyítés: két tengely lineáris és körkörös
Milyen a sikeres mélyítés?
A lineáris mélyítés egy gyakran használt, hatékony módja a munkadarab megközelítésének zárt hornyok/zsebek/üregek megmunkálása esetén, és szükségtelenné teszi a fúró használatát.
A lineáris mélyítés definíciója: együttes előtolás axiális irányban (Z) és egy radiális irányban (X vagy Y), tehát kéttengelyes mélyítés.
A körkörös mélyítés (más néven csavarvonal-interpoláció, spirális interpoláció, körpályás fúrás stb.) egy együttes mozgás körkörös útvonalon (X és Y) axiális előtolással együtt (Z) meghatározott fogosztás mellett, és alternatívát jelent a fúrásra.
A körkörös mélyítés mindig előnyben részesített a lineáris mélyítéssel szemben (telihoronymarás), mert a csavarvonal-interpoláció sokkal simább folyamat a radiális fogás csökkenése miatt. Lehetővé teszi a tiszta egyenirányú marást, és jobb forgácselvezetést biztosít. Az óramutató járásával ellentétes forgásirány biztosítja az egyenirányú marást.
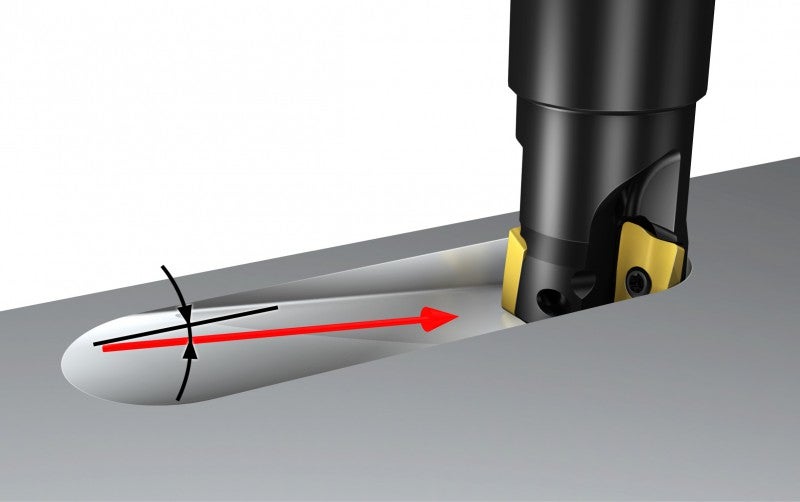
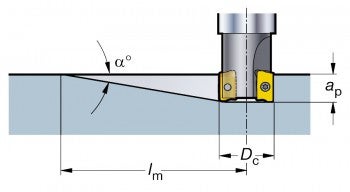
Két tengely mélyítés – lineáris
A mélyítés alkalmazásaNagy igénybevételt jelentő forgácsolási folyamat
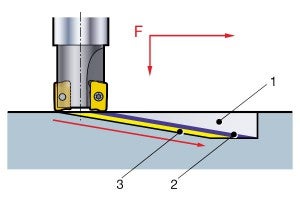
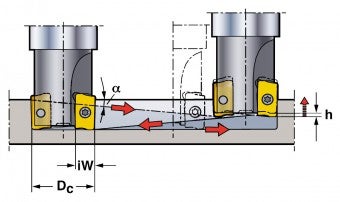
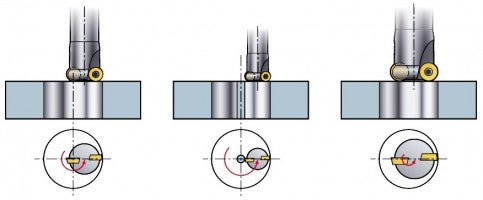
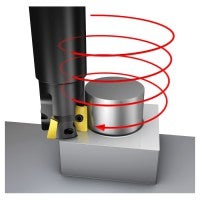
Három forgácsolási folyamat jelentkezik egyszerre a lineáris mélyítési művelet során:
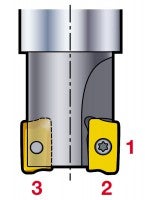
1) Palástmarás az elöl lévő lapkával.
2) Forgácsolás az elől lévő lapka alsó élével.
3) Forgácsolás a hátul lévő lapka alsó élével.
Tengelyirányú és sugárirányú forgácsolóerők is jelen vannak.
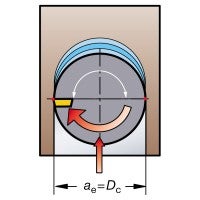
További feszültség keletkezik a szerszámon a telihoronymarás miatt, ami azt jelenti, hogy ae=Dc, így nagyobb radiális erők ébrednek és hosszú forgácsok alakulnak ki.
Megmunkálási javaslatok
- Csökkentse az előtolást a normál érték 75%-ára
- Ha a mélyítés után közvetlenül horonymarás következik, fontos kisebb előtolást alkalmazni a maróátmérőnek megfelelő távolságon, amíg a melléklapka be nem fejezi a forgácsolást
- Használjon hűtőfolyadékot a jobb forgácselvezetés érdekében
- Csökkentse a szerszámsugarat az érintkezési terület csökkentéséhez
- A lineáris mélyítést keskeny, kevesebb mint 30 mm széles hornyokra kell korlátozni, ha a hozzáférés korlátozott a körkörös mélyítéshez
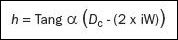
Progresszív mélyítés
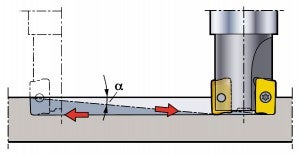
Mély horony kialakításához alkalmazott több menetes mélyítés esetén a termelékenység könnyedén növelhető, ha mindkét irányba történik mélyítés (progresszív mélyítés) ahelyett, hogy csak egy irányba történne (egymenetes mélyítés).
Megjegyzés: A maró maximális mélyítőszögben végzett előtolásakor fel kell emelni h távolsággal az irányváltás előtt. Ezzel megelőzhető a marótest középső részének sérülése.
Egymenetes mélyítés
Szerszámút-korrekció
Progresszív mélyítés maximális mélyítőszögben.
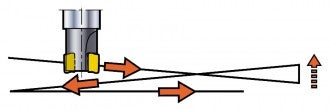
A lapkasugár hatással van a maximális mélyítőszögre
Példa:
Az ábrán látható görbék maximális és minimális sugarakra is érvényesek. Köztes sugarak esetében interpoláljon.
Szerszámátmérő, Dc mm

= 22-es lapkaméret

= 16-os lapkaméret
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Két tengely mélyítés – körkörös

Folyamattal kapcsolatos szempontok
Három fő szempontot kell figyelembe venni körkörös mélyítésnél; nem megfelelő alkalmazás esetén problémák lépnek fel.
- Maróátmérő választása a furat méretéhez
- Fordulatonkénti menetemelkedés
- Előtolás érték
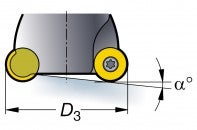
1. Maróátmérő választása a furat méretéhez
A maró méretének kiválasztása nagyon fontos nem középpontos marók használatakor. A maróátmérő biztosítja, hogy a lapka a furat középvonalán forgácsoljon.
A maróátmérő túl kicsi és magot hagy középen – mint a koronafúrás esetében. Ez nagy átmérők esetén elfogadható, de a magot meg kell támasztani, mert leesik.
Ha a maró túl nagy, akkor a lapka nem ér bele a furat középvonalába, és csonk alakul ki, amely összeütközik a maró aljával.Maximális furatátmérő
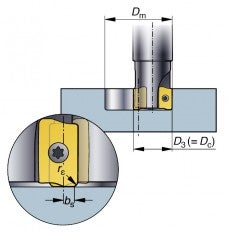
- A maximális furatátmérő (Dm), amelyet egy folytonos spirállal elő lehet állítani, 2 x D3
- Ez teli horonymarásnak felel meg, és csonkot hagy a zsákfurat közepén
- A csonk eltávolítása a középpont felé irányuló előtolással történik a sík fenék érdekében
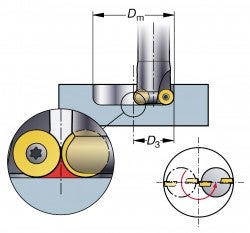
Max. furatátmérő Dm,
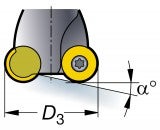
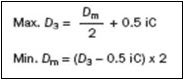
Marási átmérő sík furatfenékhez
- Annak érdekében, hogy ne maradjon csonk a zsákfurat alján, a lapkasugár nagyságát figyelembe kell venni.
- Ha a maró túl nagy, akkor a csonk nem távolítható el központi irányú előtolással.
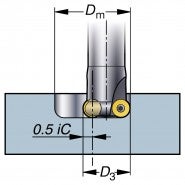
Min. furatátmérő Dm
Min. furatátmérő Dm
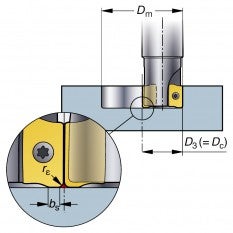
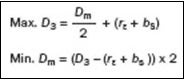
Minimális átmérő átmenő furat esetén
- A minimális átmérő, amellyel elkerülhető a marótest ütközése a nem középponti forgácsolás miatt
- b a süllyesztésnél engedélyezett maximális fogás, és ugyanennyi lehet a maximális átfedés is.
- Körlapkákhoz a b értékét a következőképpen kell számítani: b = 0,8 x iC
- A csonk nem távolítható el.
2. Menetemelkedés (P)
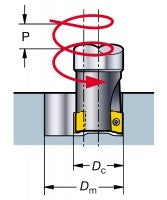
A menetemelkedés soha nem lehet nagyobb, mint a marószerszámra megengedett maximális ap, emellett függ a furatátmérőtől, a maró átmérőtől és a mélyítőszögtől.
3. Előtolás érték
Az előtolási érték mindig a hex értéktől függ, amely pedig a kerületi előtolási értéktől (vfm) függ. Ugyanakkor számos gép esetén a szerszám központi előtolását kell megadni (vf), amelyet a következőképpen lehet kiszámítani:
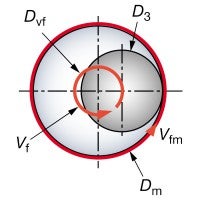
Dvf = programozott maróút
Programozott előtolási sebesség:
vfm = a kerületi előtolás sugárkompenzáció használatával
vf = középponti előtolás
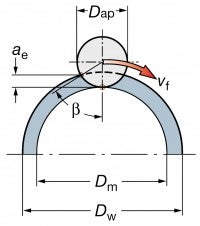
Körkörös külső mélyítés
Külső körkörös mélyítés (3 tengely)

Külső körkörös marás (2 tengely)
Milyen a sikeres körkörös külső mélyítés?
A belső körkörös maráshoz/mélyítéshez képest:
- A szerszám központi előtolása (vf) nő ahelyett, hogy csökkenne.
- A radiális mélység (ae) sokkal kisebb külső marás esetén, ezért használható nagyobb forgácsolási sebesség.
- A hex ugyanúgy számítandó, mint a fenti képletben.
- A programozási technika nagyon hasonló a furatok belső marásához.
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
