
Beszúró- vagy horonymarás
A beszúró- vagy horonymarás egy olyan művelet, amelyben a palást- és homlokmarást gyakran előnyben részesítik a szármarással szemben.
- A hornyok lehetnek rövidek vagy hosszúak, zártak vagy nyitottak, egyenesek vagy íveltek, mélyek vagy sekélyek, szélesek vagy keskenyek
- A szerszám kiválasztását normál esetben a horony szélessége és mélysége, valamint kis mértékben a hossza határozza meg
- A rendelkezésre álló gép típusa és a műveletek gyakorisága határozza meg, hogy szármarót, kukoricamarót, vagy palást- és homlokmarót érdemes használni
- A palást- és homlokmarók gyakran a leghatékonyabb módszert nyújtják a nagy térfogatú, hosszú és mély hornyok marására, különösen vízszintes marógépeken. A függőleges marógépek és megmunkálóközpontok elterjedése viszont azt eredményezte, hogy a szármarókat és kukoricamarókat is gyakran használják horonymarási műveleteknél
Marótermékcsaládok összehasonlítása
Palást- és homlokmarás
+ Nyitott hornyok
+ Mély hornyok
+ Állítható szélesség/tűrések
+ Csoportmarás
+ Darabolás
+ Széles termékválaszték különböző szélességekhez/mélységekhez
– Sűrű hornyok
– Csak lineáris beszúrás
– Forgácselvezetés

Végmarás
+ Zárt hornyok
+ Sekély hornyok
+ Nem lineáris hornyok
+ Sokoldalúság (további módszerek):
- Cikloispályás horonymarás problémás anyagokhoz (edzett acélok, HRSA stb.)
- Süllyesztőmarás problémamegoldóként nagy kinyúlások esetén
- Könnyedén hozzáadhatók további elősimítási/simítási műveletek
- A szármarók horonymaráson kívül más műveletekhez is használhatók
– Mély hornyok
– Nagy erők
– Elhajlás esetén rezgésérzékeny
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
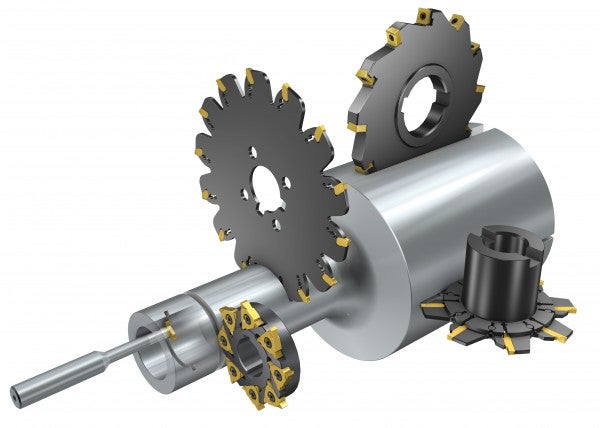
Palást- és homlokmarás

A palást- és homlokmaró szerszámok hosszú, mély, nyitott hornyokat készítenek hatékonyan, és ehhez a típusú maráshoz a legnagyobb stabilitást és termelékenységet biztosítják. A marók csoportba is rendezhetők, és így több, egy síkba eső felület is megmunkálható egy menetben.
Az alkalmazás módja
- Válasszon marószerszám méretet, fogosztást és pozíciót úgy, hogy legalább egy él állandóan fogásban legyen
- Ellenőrizze a forgácsvastagságot az optimális fogankénti előtolás megvalósításához
- Nagy igénybevételű marási műveleteknél ellenőrizze a teljesítmény- és nyomatékigényt. Merev tüskék és a kinyúlás nagyon fontosak olyan alkalmazásoknál, ahol a tüske szabad véggel rendelkezik
- A készülék és a tüske legyen elég erős az ellenirányú marásból származó erők felvételéhez
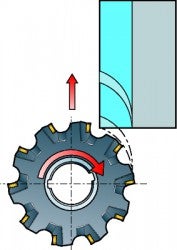
Egyenirányú marás:
- Elsősorban ajánlott módszer
- Használjon merev ütközőt a tangenciális forgácsolóerők irányában, hogy azok ne tudják lenyomni a munkadarabot az asztalról. Az előtolás iránya megfelel a forgácsolóerőknek, ezért a merevség és a holtjáték kiküszöbölése fontos, mivel a maró hajlamos a mászásra
Ellenirányú marás:
- Alternatíva olyan alkalmazások esetén, ahol probléma merül fel az elégtelen merevség miatt, vagy különleges anyagok megmunkálása esetén
- Megoldja a gyenge összeállítás, vagy mélyebb hornyokban a forgácsfeltorlódás problémáját
Lendkerék:
- Jó kiegészítés a gyenge összeállítások esetén, vagy olyan helyzetekben, ahol kis teljesítmény és nyomaték áll rendelkezésre
- Pozicionálja a lendkereket a szerszámhoz olyan közel, amennyire lehetséges
- A munkadarab befogásának megerősítése mindig jó befektetés
Nyitott hornyok marása palást- és homlokmarókkal
A fogankénti előtolás kiszámítása
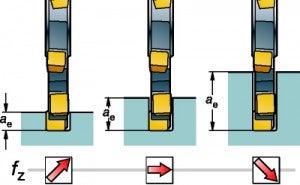
A kritikus tényező a palást- és homlokmarókkal történő palástmarásnál a megfelelő fz fogankénti előtolás. Az elégtelen értékek komoly hátrányokkal járnak, így nagy gondossággal kell eljárni a kiszámításánál.
A fogankénti előtolás (fz) legyen kisebb mélyebb hornyoknál, és legyen nagyobb sekélyebbeknél, az ajánlott maximális forgácsvastagság tartásához. Ha teljes horonymarást végez M30 geometriával, a javasolt maximális forgácsvastagság kezdőértéke 0,12 mm (0,005 col).
Megjegyzés: Mivel két lapka dolgozik együtt a teljes szélességű horony kialakításához, az előtolást a lapkák zn számának a felével kell kiszámítani.
| ae / Dcap (%) | fz (mm/fog) | hex (mm) |
| 25 | 0,14 (0,006 col) | 0,12 (0,005 col) |
| 10 | 0,20 (0,008 col) | 0,12 (0,005 col) |
| 5 | 0,28 (0,011 col) | 0,12 (0,005 col) |
Fogásmélység
Mélyebb hornyok esetén különleges maró is rendelhető. Mélyebb hornyok marásánál a fogankénti előtolást csökkenteni kell. Ha a horony kevésbé mély, növelje a fogankénti előtolást.
Megjegyzés: A horony mélységét korlátozza a tüske feje, a hajtóreteszek szilárdsága és a forgácstér nagysága.
Lendkerék – vízszintes tengelyű gépeken
A palást- és homlokmarási műveleteknél csak néhány fog van fogásban egyszerre, és ez komoly torziós lengéseket okozhat a megszakított forgácsolás miatt. Ez rossz hatással van a megmunkálás eredményére és a termelékenységre.
- A lendkerék alkalmazása mindig jó megoldás a rezgések csökkentésére. Az elégtelen teljesítmény, nyomaték és stabilitás által okozott problémákat a lendkerék megfelelő használatával el lehet kerülni
- Lendkerék használata fontosabb kisebb méretű és teljesítményű gépeken, vagy már kopott gépeken, és kevésbé fontos nagyobb teljesítményű és stabilitású gépeken
- Pozicionálja a lendkereket a szerszámhoz olyan közel, amennyire lehetséges
- A lendkerék használatával egyenletesebb megmunkálás érhető el, ezzel csökken a zaj- és rezgésterhelés, és nő a szerszáméltartam.
- Az ellenirányú marás mellett felszerelhető egy lendkerék is a tüskére, amelyen a marószerszám található
- A palást- és homlokmarás stabilitásának növelésére használja a lehető legnagyobb lendkereket, amelyet az alkalmazás még megenged
- A lendkerék összeállítására a legjobb megoldás néhány szénacél tárcsa tüskéhez illesztése középfurattal és reteszhoronnyal.
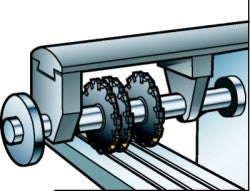
Csoportos marás váltakozó elrendezésben rögzített marókkal
A 2 reteszhoronyos furatos rögzítésű marók elrendezhetők váltakozó pozíciókban, egyszerre több horony marásához. A marók egymáshoz képest eltolt elrendezése segít elkerülni a rezgéseket. Ez csökkenti a lendkerék használatának szükségességét is.

Keskeny és sekély hornyok marása
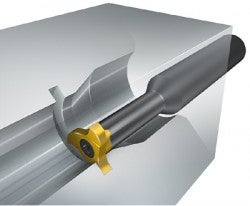

A sokoldalú marók több élű lapkákkal vannak felszerelve, amelyek a legtöbb kis méretű horony alakhoz illenek. Az általános alkalmazások a belső biztosítógyűrű-hornyok és tömítőgyűrű-hornyok marása, és kis méretű egyenes vagy körkörös külső hornyok marása, különösen olyan alkatrészeken, amelyek nem forgathatók.
Belső beszúrás
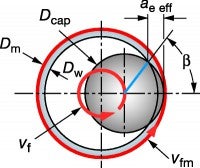
- Körinterpolációs marás esetén egyenletes belépést kell programozni.
- Vegye figyelembe a maróátmérő és furatátmérő (Dc/Dw) viszonyát. Minél kisebb a viszonyszám, annál nagyobb lesz a fogásvétel.
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Hornyok szármarása

A szármarás a rövidebb, sekélyebb hornyok, különösen zárt a hornyok és zsebek, valamint a reteszhornyok esetén választott eljárás. Csak a szármarók képesek olyan zárt hornyok marására, amelyek:
- Egyenesek, íveltek vagy ferdék
- Szélesebbek a szerszámátmérőnél, kifejezetten zsebek
A nehezebb horonymarási műveleteket gyakran kukoricamarókkal végzik.
Szerszámválaszték
Szár- és kukoricamarók
 |  |  |  | |
| Tömör keményfém szármarók | Sarok- és homlokszármarók | Kukoricamarók | Cserélhető fejes szármarók | |
| Gép/orsó mérete | ISO 30, 40, 50 | ISO 40, 50 | ISO 40, 50 | ISO 30, 40, 50 |
| Stabilitási követelmény | Nagy | Közepes | Nagy | Kicsi |
| Nagyolás | Nagyon jó | Jó | Nagyon jó | Elfogadható |
| Simítás | Nagyon jó | Jó | Elfogadható | Nagyon jó |
| Fogásmélység ap | Nagy | Közepes | Nagy | Kicsi |
| Sokoldalúság | Nagyon jó | Jó | Elfogadható | Nagyon jó |
| Termelékenység | Nagyon jó | Jó | Nagyon jó | Jó |
Az alkalmazás módja
- Használjon lágyan forgácsoló szármarót hosszú, tervezhető éltartammal, nagy teljesítményű tokmányba fogva
- Minimalizálja a szerszámtokmány és a forgácsolóél közötti távolságot a lehető legrövidebb szerszámkinyúlás biztosításához
- Figyeljen az élenkénti előtolásra a kielégítő forgácsvastagság eléréséhez. Használjon ritka fogosztású marószerszámokat a vékony forgács elkerülésére, amely rezgéseket, rossz felületi minőséget és sorjaképződést okozhat
- Használja a lehető legnagyobb méretű szerszámot a legjobb átmérő/hossz arányhoz a stabilitás érdekében
- Alkalmazzon egyenirányú marást, amilyen gyakran lehet, a legkedvezőbb forgácsolási körülmények biztosításához
- A forgácsot mindig távolítsa el a horonyból. Használjon sűrített levegőt a forgács feltorlódásának megakadályozására
- Coromant Capto® csatlakozóval érhető el a legjobb stabilitás és befogás az orsó felé.
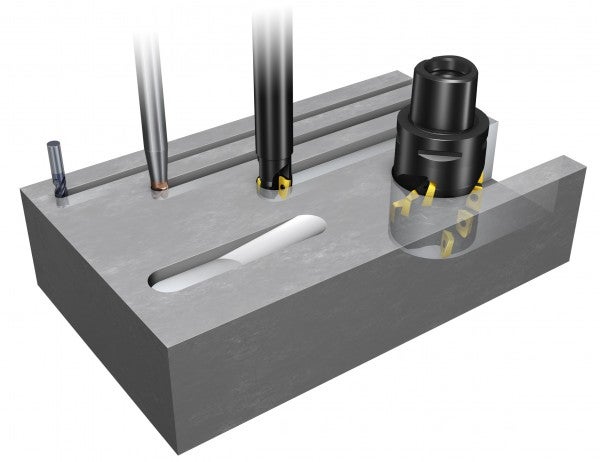
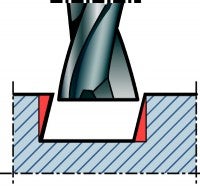
Beszúrás szármarókkal

Horony vagy hasíték marása, azaz teli horonymarás, három megmunkált felülettel jár:
- A mindkét végükön lezárt hornyok a zsebek, amelyekhez olyan szármaróra van szükség, ami axiális irányban is dolgozik
- A szármaróval történő teljes horonymarás kényes művelet. Az axiális fogásmélység legfeljebb az élhossz 70%-a lehet. Figyelembe kell venni a gép merevségét és a forgácselvezetést is a legjobb módszer kialakításánál
- A szármarók érzékenyek a forgácsolóerők hatásaira. A kihajlás és a rezgés korlátozó tényezők lehetnek, különösen a nagy sebességeknél és szerszámkinyúlásoknál.
Reteszhoronymarás
Ez a művelet specifikus útmutatást igényel az egyenes felületek marásával és a beszúrással kapcsolatos általános javaslatok kiegészítéseként. A forgácsoló erők iránya és a szerszám kihajlása miatt a telibemarás nem eredményez pontos derékszögű alakot. A legjobb pontosság és termelékenység a kisebb méretű szármaró két lépéses alkalmazásával érhető el:
- Reteszhoronymarás – teljes horony nagyolása
- Palástmarás – a kerület simítása ellenirányú marással, hogy a sarkok derékszögűek legyenek
A radiális fogásmélységet kis mértéken kell tartani a simítási műveletek során a maró kihajlásának elkerülésére, amely a fő oka a rossz felületi minőségnek és/vagy eltérésnek a valódi 90°-os válltól.
Reteszhoronymarás két lépésben
Zárt horony vagy zseb megnyitásának módja tömör előgyártmányban
Hosszú, keskeny, teljes szélességű hornyok marására a fúrás után a lineáris süllyesztőmarás a leggyakoribb módszer a zseb megnyitására.
Kis mélységű hornyok esetén a lyukasztómarás is alternatíva lehet. A körkörös süllyesztőmarás szélesebb hornyok és zsebek marására alkalmas.
Három eltérő módszer összehasonlítása
Hagyományos horonymarás
+ Hagyományos 3-tengelyű gépek használhatók
+ Nagy anyageltávolítási sebesség stabil feltételek között
+ Egyszerű programozás
+ Széles szerszámválaszték
– Nagy radiális forgácsolóerők keletkeznek
– Rezgésérzékeny
– A mély hornyokhoz ismételt fogásokra van szükség
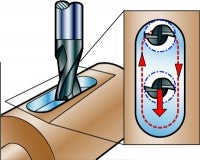
Trochoidmarás
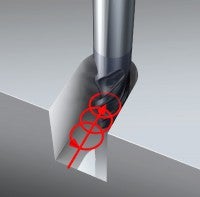
+ Kis radiális erőket hoz létre – kevésbé rezgésérzékeny
+ Minimális kihajlás mély hornyok marásánál
+ Termelékeny módszer a következőkhöz:
- edzett acélok és HRSA (ISO H és S) megmunkálása
- rezgésérzékeny alkalmazások
+ A maróátmérő a horonyszélesség max. 70%-a lehet
+ Jó forgácselvezetés
+ Kis mértékű hőfejlődés
– Több programozás szükséges
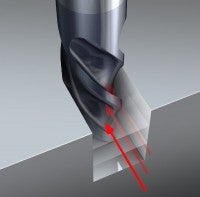
Süllyesztőmarás
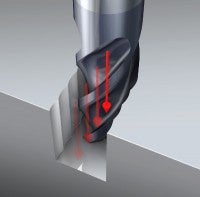
+ Problémamegoldás a rezgésérzékeny alkalmazásoknál:
- nagy szerszámkinyúlások
- mély hornyok marása
- gyenge szerszámgépek vagy szerszám-összeállítások
– Kis termelékenység stabil feltételek között
– Maradékmarási/simítási műveletet igényel
– A szármarás akadályozhatja a forgácselvezetést
– Korlátozott szerszámválaszték
Nagyoló horonymarás kukoricamarókkal
- Durva megmunkáláshoz általában nagy anyageltávolítási kapacitással rendelkező marókat használnak
- A rövidebb verziók olyan hornyok készítésére alkalmasak, melyeknek maximális mélysége megegyezik az átmérővel, stabil és nagy teljesítményű marógépeken
- Használjon stabil ISO 50 orsókat, mivel ezek a marók nagyobb valószínűséggel képesek jelentős radiális erők felvételére
- Ellenőrizze a teljesítmény- és nyomatékigényeket, mivel ezek gyakran korlátozó tényezők az optimális eredmények elérésében
- Vegye figyelembe minden művelethez az optimális fogosztást

A hosszabb kivitelek elsősorban
kontúrmarási műveletekhez készültek.
| Fogosztás | L  | M  | H  |
| Alkalmazási terület | Hosszú összeállítás | Univerzális | Rövid összeállítás |
| Sarokmarás | Mély ap/ae | Közepes ap/ae | Mérsékelt ap/ae |
| Horonymarás | Mérsékelt ap/ae | Korlátozott | __ |
| vc láb/perc |
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
