
Furatok és üregek/zsebek marása
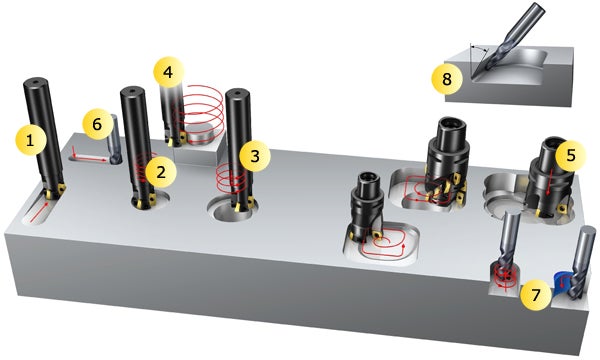
- Két tengely mélyítés – lineáris
- Körkörös mélyítés
- Furat szélesítése
- Körkörös külső marás vagy mélyítés
- Süllyesztőmarás
- Beszúró marás
- Szeletelés eljárások
- Zárt zsebek vagy szögek
Furatmarás: megnyitás létrehozása
- Nyitások létrehozása tömör munkadarabban
- Furat vagy üreg szélesítése
- Üreg vagy zseb szélesítése/megnyitása
Nyitások létrehozása tömör munkadarabban
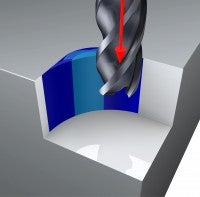
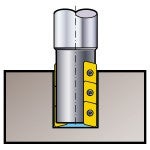
Lineáris mélyítés
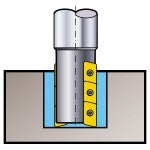
Beszúró marás
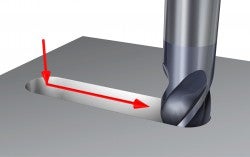
Horony megnyitása
Furatmaráskor a lineáris mélyítés (2 tengely egyszerre) mindig előnyösebb a beszúró marásnál.
A beszúró marás egy alternatív furatmarási módszer, de gyakran hosszú forgácsokat eredményez, valamint nem kívánatos forgácsolóerőket a marón.Furat vagy üreg megnyitása
Fúrás

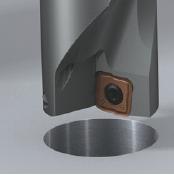
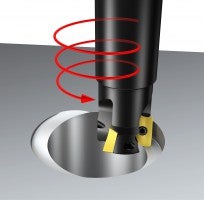
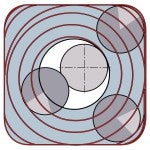
Körkörös mélyítés

Üreg mélyítése
A fúrás jelenti a furatkészítés hagyományos és leggyorsabb módját, a forgácstörés azonban kihívást jelenthet bizonyos anyagokban, és nem rendelkezik a változó átmérőkhöz és a körtől eltérő alakokhoz szükséges rugalmassággal.
A körkörös mélyítés (3 tengely egyszerre) kevésbé termelékeny módszer, mint a fúrás, de jó alternatíva a következő esetekben:
- Nagy átmérőjű furatok, amikor korlátozott a gépteljesítmény
- Kisebb tételszámú gyártás. A 25 mm-nél nagyobb átmérők esetén az ökölszabály: a marás költséghatékony nagyjából 500 furatig
- Ha több különböző furatméretet kell megmunkálni
- Korlátozott szerszámtárhely a sok fúróméret tárolásához
- Zsákfuratok gyártása, ha sík furataljra van szükség
- Nem törékeny, vékony falú alkatrészek
- Megszakított forgácsolás
- Forgácstörés és forgácselvezetés miatt nehezen megmunkálható anyagok
- Nem áll rendelkezésre hűtőfolyadék
- Üregek/zsebek marásakor („nem kör alakú furatok”)
A módszer kiválasztása – példa
Üreg/zseb megnyitása
 | ||||||
 | ||||||
Fúrás és körkörös marás   | Fúrás és süllyesztőmarás   | Körkörös mélyítés  | ||||
Előnyök + Nagy anyageltávolítás nem kör alakú furatokhoz + Első számú választás repülőgépipari vázszerkezetek titánból készült szerkezeti elemeihez Hátrányok – Stabil gépet igényel – Forgácselvezetés – vízszintes gép – Gondos programozásra van szükség | Előnyök + Problémamegoldó nagy kinyúlású alkalmazások esetén + Egyszerű programozás, megfelelő a régebbi/többorsós gépekhez Hátrányok – Kis mértékű anyagleválasztás | Előnyök + Kevesebb szerszám (nincs szükség fúróra) + Rugalmas (nagy mérettartományban alkalmazható) + Nincs szükség hűtőfolyadékra = jó a nyitott gépekhez + Minden gépkoncepcióhoz és -konfigurációhoz megfelelő Hátrányok – Kevésbé termelékeny nagy üregek esetén | ||||
| Alapvető választás a zsebekhez | Problémamegoldó Nagy kinyúlások | Az alapvető választás 3D üregekhez |
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Furat vagy üreg szélesítése

Kiesztergálás
Körkörös mélyítés
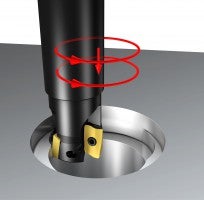
Körkörös marás
Furat szélesítése
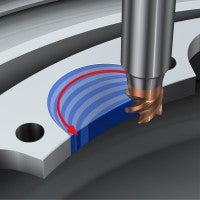
A kiesztergálás normál esetben a leggyorsabb módszer ugyanazon okokból, mint a fúrás esetén, de a furatmarás bizonyos esetekben jó alternatíva. Két alternatív marási módszer alkalmazható: körkörös mélyítés (3 tengelyes) vagy körkörös marás (2 tengely) A körkörös mélyítés az előnyben részesített, ha a furat mélyebb, mint az ap max, vagy rezgésérzékeny alkalmazási területeken. Emellett a furat kereksége/központozása jobb lesz mélyítés esetén, különösen a nagy kinyúlások esetén. A kerekség jobb, ha a munkadarab forog a maró körkörös mozgása helyett a körkörös mélyítési és marási műveletekben.Üreg szélesítése
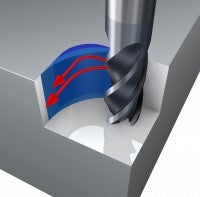
A belső sarokmaráshoz és a süllyesztőmaráshoz kezdőfuratra van szükség, és ahhoz hasonlítható, mint egy üreg mélyítése közvetlenül egy tömör tömbbe.
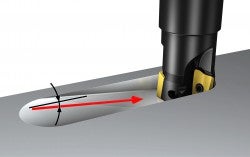
- A mélyítés (3 tengely) előnnyel rendelkezik, mivel csak egy szerszámot igényel, és megfelelő 3D alakzatokhoz, így alkalmazható profilmaráshoz. Ha nagy sebességű előtolási technikákkal kombinálja (könnyű és gyors), akkor a forgácsoló erők kedvező irányba mutatnak, így minimálisra csökkennek a rezgési problémák.
- A süllyesztőmarás gyakran megoldja a nagy kinyúlások és/vagy mély üregek problémáját.
- A belső sarokmarás több programozást igényel, mint a süllyesztőmarás, viszont gyorsabb.
Belső sarokmarás

Süllyesztőmarás
Kimaradt részek (maradékanyag) marása
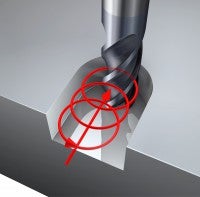
Ha egy üreg nagyolása elkészült, sokszor marad még eltávolítandó anyag, különösen a sarkokban. A kisebb maróval végzett süllyesztőmarás az egyik módja a kívánt alak további közelítésének. A szeletelés (könnyű és gyors) egy másik gyakran alkalmazott technika a sarokmaráshoz. A trochoidmarás is egy szeletelési technika, mely hornyok, zsebek stb. marásához is használható.
Süllyesztés a sarkokban
Szeletelési módszer – könnyű és gyors
Szeletelés sarkokban
Cikloispályás
Üreg vagy zseb szélesítése/megnyitása

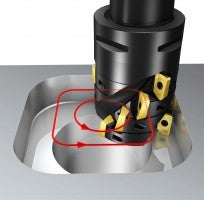
Két egyértelmű stratégia áll rendelkezésre:1. Körkörös mélyítés (3 tengely) – kis ap
Használjon kis belépési szögű marót. A körlapkás marók is alternatívát jelentenek.
Ez a „könnyű és gyors” módszer kiváló fémeltávolítási sebességet biztosít, és ez az elsősorban ajánlott választás a kevésbé stabil gépekhez (az ISO 40 szerint), illetve amikor az üreg profilozott alakkal rendelkezik, például présöntő és fröccsöntő szerszámok.
Megjegyzés: Kerülje el azt, hogy 90°-os váll ellen mar, mert a kis megközelítési szög hatása elvész, azaz a fogásmélység megnő.
Forgácsolási paraméterek:
- Max. maróátmérő = 1,5 x alkatrész sarokrádiusz
- Korkörös mélyítés mélységre – óramutató járásával ellentétes
- Következő fogásba gördülés
- Radiális fogás – max ae = 70% DC
- Axiális fogás körlapkás maróhoz 25% iC
- Szerszámútsugár a sarokban = DC
- Csökkentse a saroknál az előtolást
2. Körkörös marás (2 tengely) nagy ap
Fúrja ki a furatot, majd váltson át derékszögű sarokmarásra vagy kukoricamaróra. Tipikus alkalmazási terület a repülőgépipari vázelemek – titán megmunkálása.Alkalmazási tippek
Biztosítsa a jó forgácselvezetést, hogy megakadályozza a forgácsok újravágását és a forgácselakadást:
- A vízszintes orsó (ISO 50) előnyös
- Nagy nyomású hűtőközeg-hozzávezetés vagy sűrített levegő szerszámon belüli hozzávezetéssel.
- A DC ne legyen nagyobb, mint a furatátmérő 75%-a. Használjon nagyobb axiális fogást – max. ae = 2 x DC
A furatba körkörös pályán kell belépni:
- Szabályozza a radiális fogásvételt, max. ae = DC 30%-a
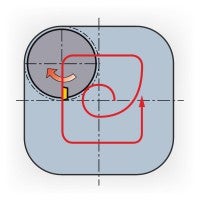
Ellenőrizze a radiális fogásvételt a sarkokban fellépő rezgések minimalizálása és a termelékenység maximalizálása érdekében:
- Használja a lehető legnagyobb rádiuszt a sarkokban, spirálprogramozás.
- Használja a lehető legnagyobb DC-t, és külön végezze el a maradékmarást, ne haladja meg a 1,5 x sarokrádiuszt.


Kis sarokrádiusz

Spirálprogramozás
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
