
Soluciones para mecanizado rentable y de alta calidad de vigas de trenes de aterrizaje aeroespaciales
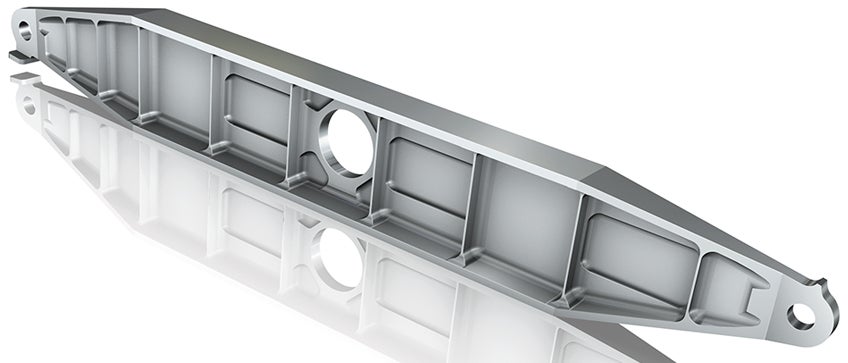
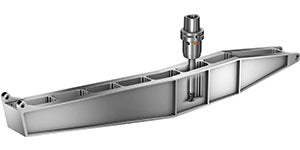
En el fuselaje encontramos varios componentes estructurales fabricados con titanio. La viga del tren de aterrizaje es un ejemplo de pieza con secciones de pared delgada. El mecanizado de piezas de estructuras aeroespaciales a menudo implica condiciones exigentes, como suelos y paredes delgadas, cavidades profundas y esquinas estrechas. Nosotros podemos ayudarle a superar estos retos con métodos y herramientas específicos.
Retos habituales al mecanizar piezas de estructuras:
- Productividad deficiente
- Vibración
- Flexión de la herramienta y la pieza
- Vida útil de la herramienta reducida
- Atasco de la viruta
- Proceso lento
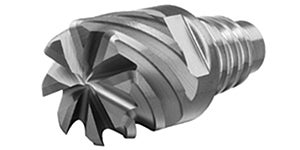
CoroMill® MH20: fresado de cavidades con alto avance
Para mecanizar cavidades profundas, en especial, cavidades profundas estrechas, se requieren voladizos largos. Esto supone un gran desafío porque las vibraciones son más que probables. CoroMill® MH20 ha sido optimizada para aplicaciones de mecanizado de cavidades en materiales ISO S, M y P y garantiza el mecanizado seguro y sin vibraciones con voladizos largos.
Más información sobre CoroMill® MH20
CoroMill® Plura HFS: estrategia de fresado lateral de alto avance estable
Las estrategias de fresado exigentes, con empañes grandes, acumulan calor y generan grandes fuerzas de corte, lo que supone un desafío para la herramienta. Programar una profundidad de corte (ap) grande y una anchura de corte (ae) reducida, combinada con un espesor de viruta máximo para controlar las fuerzas de corte, es una estrategia más estable. Esto permite aplicar mecanizado de alto avance a mayor velocidad de corte para conseguir un gran volumen de arranque de viruta.
Más información sobre CoroMill® Plura HFS ISO S

CoroMill® 316: mecanizado en secciones de suelos delgados
Para superar los retos relacionados con los suelos delgados, Sandvik Coromant ha desarrollado una estrategia de mecanizado específica:
- Recorrido de herramienta espiral para maximizar la estabilidad de la pieza y reducir la flexión del suelo
- Creces optimizadas para conseguir un corte de acabado con fuerzas axiales minimizadas
- Mecanizado de las esquinas a través de un método de recorte
- Relación ap/ae optimizada para minimizar las fuerzas de corte y la flexión de la pieza
Calidades específicas para fresado de titanio
Las calidades S30T y S40T están disponibles en distintas fresas CoroMill® para planeado, fresado en escuadra, fresas de filo largo, fresado axial, fresado de alto avance, perfilado y fresado de ranuras. Juntas, estas dos calidades ofrecen nuevos niveles de rendimiento fiable y duradero.
Plaquitas y calidades de fresado de titanio y superaleaciones termorresistentes

Calidad S30T, velocidad y vida útil de la herramienta
S30T ha sido diseñada específicamente para garantizar la máxima productividad en fresado de titanio. Combina las propiedades del metal duro microgranulado y un recubrimiento de PVD resistente al desgaste. De este modo pueden utilizarse filos extremadamente agudos y resistentes a la fatiga y al microastillamiento, lo que se traduce en filos más duraderos a velocidades de corte superiores.

Calidad S40T para condiciones difíciles
S40T ha sido desarrollada para condiciones difíciles; en ella se combina un metal duro de gran tenacidad con un recubrimiento fino de CVD. El resultado es una calidad que resiste las vibraciones y otras condiciones de mecanizado difíciles durante un mayor tiempo en corte. El desgaste es homogéneo y el filo se desafila gradualmente sin romperse.
S30T y S40T: productividad y seguridad en fresado de titanio

CoroMill® Plura: para acabado de cavidades 2D y fresado de ángulos, recorte
Las fresas de ranurar de metal duro especializadas son la elección perfecta para operaciones de mecanizado de cavidades 2D en acabado. Estas fresas de ranurar, desarrolladas específicamente para titanio, le permiten mecanizar cavidades profundas a un volumen de arranque de viruta elevado, sin vibración.
Otras ventajas son mayor precisión y duración de la herramienta con datos de corte elevados.
CoroMill® Plura y el método de recorte son la combinación idónea para mecanizar esquinas en piezas de titanio. Varias pasadas sucesivas eliminan el material y garantizan baja profundidad radial/ángulo de empañe y fuerzas de corte reducidas.

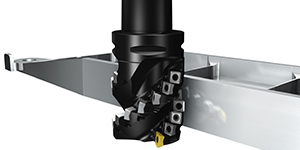
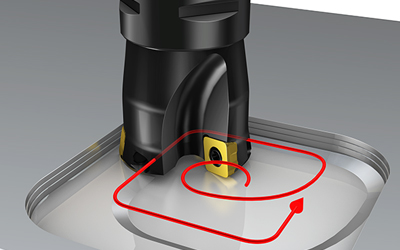
CoroMill® 300: planeado en desbaste
Programe una entrada radial en sentido horario (en sentido contrario no se resolvería el problema de espesor de la viruta). Al realizar una entrada de este tipo, el espesor de viruta en la salida es siempre cero, lo cual permite un mayor avance y prolonga la duración de la herramienta. Una fresa con plaquita redonda ofrece la mejor productividad y duración de la herramienta posibles gracias al ángulo de inclinación y al efecto de adelgazamiento de la viruta. CoroMill® 300, con las calidades S30T y S40T, dispone de opción de refrigerante y paso estrecho, de modo que está optimizada para el titanio. Ahora está disponible en tamaños de plaquita de hasta 20 mm (métrica) o 1.0" (pulgadas).

CoroMill® 690: fresado de perfiles 2D
Para esta operación le ofrecemos una solución integral, que comprende desde la fase de desbaste hasta la de acabado. La mejor elección para desbaste es CoroMill® 690 con calidades específicas para titanio S30T y S40T. La posición axial de las plaquitas, en la parte inferior de las mismas, evita el movimiento y permite un mayor arranque de viruta con total seguridad. Su diseño hace que el mecanizado resulte ligero y permite utilizar la mínima potencia posible. Todos los agujeros de refrigerante son roscados para permitir la utilización de boquillas de un menor diámetro en aplicaciones con refrigerante a alta presión.
Desbaste de cavidades 2D: solución 1
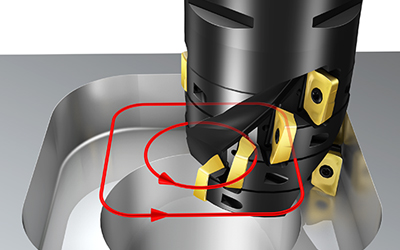
Para desbastar la cavidad de 2D, aplique el método de mecanizado en rampa circular con profundidades de corte bajas y hasta 1.0 mm de avance por diente con la fresa de alto avance CoroMill® 210 o CoroMill® MH20. Estas herramientas proporcionan una técnica ligera y rápida con un excelente volumen de arranque de viruta y son perfectas para todos los conceptos y configuraciones de máquina.
Algunas de las ventajas que ofrece el método de mecanizado en rampa circular son la reducción del número de herramientas (no se necesitan brocas) y la flexibilidad que permite producir una amplia gama de tamaños. Herramientas alternativas que utilizan la misma técnica de programación son las fresas de plaquitas redondas como CoroMill® 300.
Más información sobre CoroMill® MH20
Desbaste de cavidades 2D: solución 2
La apertura de una cavidad 2D mediante un método espiral con CoroMill 390 de filo largo y una plaquita de 11 mm junto con la nueva calidad S30T para titanio ofrece una excelente velocidad de arranque de viruta. Mantenga un arco de empañe reducido durante la creación de la cavidad; produzca un agujero de entrada grande (mediante taladrado o mecanizado en rampa helicoidal), aplique una entrada radial y después programe un radio de punta grande para evitar la vibración en las esquinas.
Más información sobre CoroMill® 390
Aumentando la productividad en la industria aeroespacial (artículo)
Refrigerante de alta presión
En este caso, la recomendación es sencilla: al fresar grandes cantidades de titanio, siempre debe aplicarse refrigerante y, si es posible, a alta presión. El uso de refrigerante a alta presión para fresar titanio duplica la vida útil de la herramienta frente al refrigerante a presión normal. Además, así se evita el perjudicial remecanizado de virutas que daña la herramienta al expulsar las virutas soldadas.
Recomendaciones:
- Aplique refrigerante a través del husillo y de la herramienta
- Planifique cuidadosamente el volumen y la presión en función del número y diámetro de los agujeros para refrigerante y del tipo de operación
- El tamaño de las boquillas debe ser pequeño para maximizar la presión
- Presión recomendada: 70 bar o más
- Volumen recomendado: 50 litros/minuto
CoroChuck™ 930
Gracias a su sobresaliente sujeción, este portapinzas ofrece la mejor seguridad de extracción del mercado para garantizar una excelente estabilidad y accesibilidad en operaciones de fresado y taladrado. Es una solución que no solo ayuda a aumentar la seguridad y precisión, sino que también incrementa la eficiencia de la producción a través de unos reglajes y cambios de herramienta rápidos y sencillos. Para una prevención total de la extracción, dispone de una pinza con adaptador de bloqueo mecánico para mangos Weldon.

