
How to choose the right type of tap

When choosing the right tap there are several factors that need to be considered. Follow these steps to find the best tap type for your application.
Different tapping tool types
Which tapping tool you use depends on what type of hole you want to thread.
Thread form type and material (ISO application area)
Find the right thread form type and material to thread.
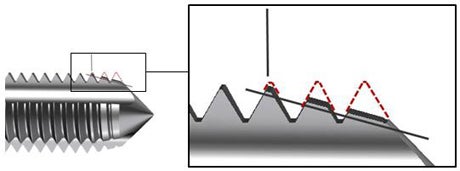
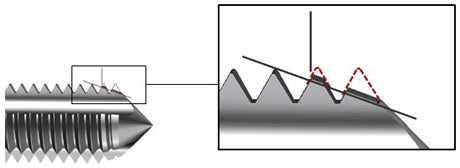
Threading chamfer type
The type of tapping hole determines which chamfer type you use.
Different tapping tool types
Tapping tools are divided into four types: straight flute tap, spiral point tap, spiral fuse tap and forming tap. Which type you use depends on what type of hole you want to thread, blind hole or through hole, and the component material.

Straight flute tap

Spiral point tap

Spiral fuse tap

Forming tap
Cutting taps
With a cutting tap, the tap cuts the material and chips are generated.
Forming taps
Advantages compared to cutting taps:
- Forming is usually faster than ordinary thread cutting
- Deep threads down to 3.5 × D are possible without chip-removal problems
- Forming taps often give a longer tool life
- One type of tool can be used in different materials and for both through and blind holes
- Forming taps have a stable design which gives lower risk of breakage
- Threads with the right tolerance are guaranteed
- No chips are generated
- Up to 100% stronger thread (higher stripping strength)
- Lower surface roughness on thread
Pre-conditions for effective use:
- Not all materials are suitable since there a certain ductility is needed
- Recommended tensile strength limit is 1200 N/mm2
- A precise drilled hole diameter is required
- Good lubrication is imperative
Thread form type and material (ISO application area)
Tapping tools are available in many thread forms. You need to know which thread form type you want to thread. Read more about different thread forms and in which application area the different thread forms are used.
The table below shows which thread forms are available for tapping tools optimized for specific materials and tapping tools optimized for versatility.
 |  |  |  |  | Versatility |
| M, MF, UNC, UNF | M, MF, UNC, UNF, G, NPT, NPTF | M, MF, UNC, UNF, G | M, MF, UNC, UNF | M | M, MF, UNC, UNF, G, NPT, NPTF, EGM |
Threading chamfer type
The tap chamfer is the tapering of the threads that distribute the cutting action over several teeth. Usually, the type of hole to be tapped decides which chamfer type should be used. There are three common chamfer types: B, C and E.
Chamfer type B=3.5 – 5 x threads
Long chamfer:
- High torque
- Best surface quality
- Thin chips
- Low pressure at the chamfer
- Longer tool life
- Most common for spiral point tap

Chamfer type C=2 –3.5 x threads
Medium chamfer:
- Low torque
- Good surface quality
- Normal thick chips
- Normal pressure at the chamfer
- Normal tool life
- Most common design
- Standard chamfer for blind holes
- Most common for spiral flute tap
Chamfer type E=1.5 – 2 x threads
Short chamfer:
- Low torque
- Good surface quality
- Thick chips
- High pressure at the chamfer
- Shorter tool life
- Extreme design
- To be used when there is not much clearance in the bottom of the hole
Point/chamfer matrix
The type of point on taps is only due to the tap production. Below is a chart showing the points and chamfers that are commonly used together, sorted by tap diameter.
| 1 Full point | 2 Reduced point | 3 Internal point | 4 Removed point | |
 |  |  |  |  |
| Tap, mm | Tap, inch | B 3.5 - 5 | C 2 - 3.5 | E 1.5 - 2 |
| ≤5 | >No1-No10 | 1 | 1 | 1 |
| >5 ≤6 | >No12-1/4 | 1 | 1, 2 | 1 |
| >6 ≤10 | >1/4-1/2 | 1 | 1, 2, 4 | 1, 4 |
| >10 ≤12 | >3/8-1/2 | 2, 3 | 2, 3 | 2, 3 |
| >12 | >1/2 | 3 | 3 | 3 |
