Careful observation of the insert/cutting edge after machining can help to optimize results regarding tool life, thread quality and cutting speed. Use this list of causes and solutions to different forms of insert wear as a reference for successful threading.
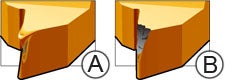
Plastic deformation
Starts as plastic deformation (A), which leads to edge chipping (B).
Excessive temperature in cutting zone
Inadequate supply of coolant
Wrong grade
a) Reduce the cutting speed, increase the number of infeeds b) Reduce the largest infeed depth, check the diameter before threading
Improve coolant supply
Choose a grade with better resistance to plastic deformation
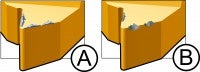
Built-up edge (BUE)
BUE (A) and edge chipping (B) often occur in combination. Accumulate BUE is then ripped away together with small amounts of insert material, which leads to chipping.
Often occurs in stainless steel and low-carbon steel
Unsuitable grade or cutting edge temperature too low
Increase cutting speed
Choose an insert with good toughness, preferably PVD coated
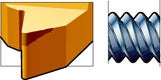
Insert breakage
Wrong turned diameter prior to threading
Infeed series too tough
Wrong grade
Poor chip control
Incorrect centre height
Turn to correct diameter before threading, 0.03–0.07 mm (0.001–0.003 inch) radially larger than max. diameter for thread
Increase number of infeeds. Reduce size of the largest infeed
Choose a tougher grade
Change to C-geometry and use modified flank infeed
Correct centre height
Rapid flank wear
Highly abrasive material
Cutting speed too high
Infeed depths too shallow
Insert is above centre line
Wrong grade. Choose a more wear resistant grade
Reduce cutting speed
Reduce number of infeeds
Correct centre height
Abnormal flank wear
Poor surface on one thread flank
Incorrect method for flank infeed
Insert inclination angle does not agree with the thread lead angle
Change method of flank infeed for F- and A-geometry: 3–5° from flank, for C-geometry: 1° from flank
Change shim to obtain correct angle of inclination
Vibration
Incorrect workpiece clamping
Incorrect tool set-up
Incorrect cutting data
Incorrect centre height
a) Use soft jaws b) When using tail stock optimize component centering hole and check pressure of tail stock/face driver
a) Minimize tool overhang b) Make sure the clamping sleeve for bars is not worn c) Use anti-vibration bars dedicated for thread turning
Increase cutting speed; if this does not help, lower the speed dramatically and try F-geometry