
Innendrehen

Beim Innendrehen wird der innere Durchmesser des Bauteils bearbeitet. Große Überhänge und schlechte Spanabfuhr sind zwei der Herausforderungen beim Innendrehen. Lange Werkzeugauskragungen können zu Werkzeugablenkung und Vibrationen führen. Vibrationen und unzureichende Spanabfuhr wiederum erhöhen die Gefahr von Wendeplattenbruch. Schwierigkeiten bei der Spankontrolle können außerdem eine schlechte Oberflächengüte bewirken.
Die grundlegenden Anwendungsbereiche für die Außenbearbeitung sind Längsdrehen (1), Profildrehen (2), und Plandrehen (3).
Längsdrehen

Die Werkzeugwahl ist durch den Bohrungsdurchmesser des Werkstücks und der Länge begrenzt (da die Tiefe der Bohrung den Überhang bestimmt). Als allgemeine Richtlinie für alle Bearbeitungstiefen gilt, dass stets der kürzeste Werkzeugüberhang und das größtmögliche Werkzeug zu wählen ist.
Durch die Auswahl des richtigen Werkzeugs und dessen korrekte Anwendung und Aufspannung können Werkzeugablenkung und Vibrationen minimiert werden.
Wendeschneidplattenform
Beim Innendrehen ist es von Vorteil, Wendeschneidplatten mit positiver Grundform einzusetzen, da sie im Vergleich zu negativen Wendeschneidplatten, niedrigere Schnittkräfte erzeugen. Ein kleiner Spitzenwinkel und ein kleiner Eckenradius tragen ebenfalls zu reduzierten Schnittkräften bei.
Einstellwinkel
Der Einstellwinkel beeinflusst Richtung und Ausmaß der axialen und radialen Schnittkräfte. Ein großer Einstellwinkel (kleiner Eintrittswinkel erzeugt große axiale Schnittkräfte, während ein kleiner Einstellwinkel (großer Eintrittswinkel) zu einer größeren radialen Schnittkraft führt. Es empfiehlt sich daher, für diese Bearbeitung einen Einstellwinkel nahe 90° und nie unter 75° zu wählen.
Werkzeughalter
Bei der Bearbeitung von Ecken eines Bauteils ist ein Werkzeug mit einem 91–95° Einstellwinkel (-1 bis -5° Eintrittswinkel) zu wählen. Es wird der Einsatz einer dreieckigen oder einer Wendeschneidplatte in D-Ausführung (55°) empfohlen.
Wenn eine zähere Schneidkante erforderlich ist, eine Wendeschneidplatte in C-Ausführung (80°) verwenden.
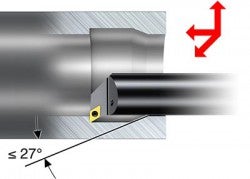
Bei stabilen Bedingungen ohne Bearbeitung von Ecken empfiehlt sich der Einsatz einer quadratischen Wendeschneidplatte mit 75° Einstellwinkel (15° Eintrittswinkel), um eine höhere Produktivität zu erzielen.
Drehwerkzeuge für das Längsdrehen
Profildrehen

Beim Innenprofildrehen ist das Werkzeug sowohl radialen als auch tangentialen Schnittkräften ausgesetzt. Die radialen Kräfte lenken das Werkzeug vom Bauteil ab, die tangentialen Kräfte wiederum bewirken eine Werkzeugablenkung aus dem Zentrum nach unten.
Beim Ausdrehen von Bohrungen kleiner Durchmesser ist es besonders wichtig, dass der Freiwinkel groß genug ist, um einen Kontakt des Werkzeugs mit der Bohrungswand zu verhindern.
Wendeschneidplattenform
Beim Profildrehen kann der Schnitt hinsichtlich Schnitttiefe, Spandicke und Schnittgeschwindigkeit variieren. Für beste Stabilität, Kosteneffizienz und Zugänglichkeit sollte ein geeigneter Eckenradius gewählt werden. Die gängigsten Spitzenwinkel sind 55º und 35º.
Einstellwinkel
Der Einstellwinkel ebenso wie der Eckenradius sind wichtige Faktoren für die Zugänglichkeit. Das Bauteilprofil ist genau zu analysieren, um den bestgeeigneten Einwärts-Kopierwinkel zu ermitteln.
Zwischen dem Bauteil und der Wendeschneidplatte sollte ein Freiwinkel von mindestens 2° eingehalten werden. Aus Gründen der Oberflächengüte und Standzeit empfiehlt sich jedoch ein Winkel von mindestens 7°.
Werkzeughalter
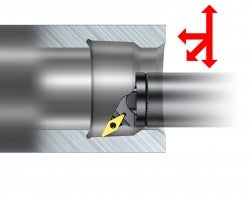
Erste Wahl ist ein Werkzeug mit einem Einstellwinkel von 93° (-3° Eintrittswinkel) und eine Wendeschneidplatte in D-Ausführung (55°). Wenn ein größerer Eintauchwinkel erforderlich ist, eine Wendeschneidplatte in V-Ausführung (35°) verwenden.
Für optimierte Anwendung ist ein Halter mit rhombischer 35°-Wendeschneidplatte und ein Einstellwinkel von 107–117° Einstellwinkel (-17 bis -27° Eintrittswinkel) zu wählen.
Zum Rückwärtsausdrehen sind anwendungsspezifische Werkzeuge für die Bearbeitung einer Schulter in umgekehrter Drehrichtung erhältlich.
Suchen Sie Werkzeugempfehlungen?
Hier finden Sie unsere Zerspanungswerkzeuge chevron_right
Brauchen Sie Beratung?
Stellen Sie uns eine Frage chevron_right
Was es sonst noch über die Grundlagen unserer Metallzerspanung zu lernen gibt?
Registrieren Sie sich für unser kostenloses E-Learning Programm chevron_right
