
Drehen von unterschiedlichen Werkstoffen
Drehen von Stählen

Stähle können in die Kategorien unlegiert, niedrig legiert und hoch legiert unterteilt werden, wobei jede der Kategorien Auswirkungen auf die Empfehlungen zum Drehen hat.
Drehen von unlegierten Stählen
Werkstoffklassifizierung: P1.1
Unlegierter Stahl hat einen Kohlenstoffgehalt von bis zu 0,55%. Die Bearbeitung von Stahl mit niedrigem Kohlenstoffgehalt (Kohlenstoffgehalt <0,25%) ist aufgrund der schwierigen Spanbrucheigenschaften und der Tendenz zum Schmieren (Aufbauschneidenbildung) deutlich anspruchsvoller.
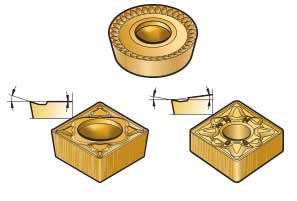
Für eine gute Spankontrolle sollte der größtmögliche Vorschub gewählt werden. Breitschlichtplatten empfehlen sich für:
Hohe Schnittdaten verwenden, um die Bildung von Aufbauschneiden zu vermeiden, die negativen Einfluss auf die Oberflächengüte haben. Scharfe Schneidkanten und Geometrien reduzieren die Gefahr von Aufbauschneidenbildung und damit einen Verschleiß der Schneidkante.
Drehen von niedrig legierten Stählen

Werkstoffklassifizierung: P2.x
Die Zerspanbarkeit niedrig legierter Stähle ist abhängig von der Zusammensetzung der Legierung und der Wärmebehandlung (Härte). Für sämtliche Werkstoffe dieser Gruppe ist der häufigste Verschleißmechanismus Kolk- und Freiflächenverschleiß. Gehärtete Werkstoffe verursachen höhere Temperaturen in der Schnittzone, weshalb plastische Deformation der am häufigsten auftretende Verschleißmechanismus ist.
Für niedrig legierte Stähle in nicht gehärtetem Zustand ist die Sorten- und Geometrienreihe für Stahl die erste Wahl. Für gehärtete Werkstoffe ist der Einsatz einer härteren Sorte vorteilhafter (Sorten für Guss, Keramik und CBN).
Drehen von hoch legierten Stählen

Werkstoffklassifizierung: P3.x
Hoch legierte Stähle umfassen Kohlenstoffstähle mit einem Gesamtlegierungsanteil von 5%. Die Gruppe umfasst sowohl weiche als auch gehärtete Werkstoffe. Die Zerspanbarkeit nimmt mit Zunahme des Legierungsanteils und der Härte ab.
Wie für niedrig legierte Stähle sind Sorten und Geometrien für Stahl die erste Wahl.
Stähle mit einem Legierungsanteil von mehr als 5% und einer Härte über 450 HB stellen zusätzliche Anforderungen an hohen Widerstand gegen plastische Deformation und Schneidkantenstabilität. Härtere Sorte in Betracht ziehen (Sorten für Guss, Keramik und CBN).
Suchen Sie Werkzeugempfehlungen?
Hier finden Sie unsere Zerspanungswerkzeuge chevron_right
Brauchen Sie Beratung?
Stellen Sie uns eine Frage chevron_right
Was es sonst noch über die Grundlagen unserer Metallzerspanung zu lernen gibt?
Registrieren Sie sich für unser kostenloses E-Learning Programm chevron_right
Drehen von rostfreien Stählen

Rostfreie Stähle können in die Kategorien ferritisch/martensitisch, austenitisch und Duplex (austenitisch/ferritisch) unterteilt werden, wobei jede der Kategorien ihre eigenen Empfehlungen zum Drehen haben.
Drehen von ferritisch und martensitisch rostfreien Stählen
Werkstoffklassifizierung: P5.1
Dieser rostfreie Stahl wird als Stahlwerkstoff klassifiziert und daher mit der Werkstoffklassifizierung P5.x gekennzeichnet. Allgemeine Bearbeitungsempfehlungen für diesen Stahlwerkstoff sind die Sorten und Geometrien für rostfreien Stahl.
Die Bearbeitung martensitischer Stähle in gehärtetem Zustand erfordert zusätzlichen Widerstand der Wendeschneidplatte gegen plastische Deformation. CBN-Sorten in Betracht ziehen, HRC = 55 und höher.
Drehen von austenitisch rostfreien Stählen
Werkstoffklassifizierung: M1.x und M2.x
Austenitisch rostfreie Stähle sind die gängigste Art rostfreier Stähle. Die Gruppe umfasst auch die sogenannten super-austenitischen Stähle, die als rostfreie Stähle mit einem Ni-Gehalt von über 20% definiert werden.
Empfohlen Sorten und Geometrien gibt es in unserem Angebot an CVD- und PVD-Sorten für rostfreien Stahl.
Für unterbrochene Schnitte oder für Bearbeitungen, bei denen Spanhämmern oder Spanstau häufigste Ursachen für Verschleiß sind, bietet sich der Einsatz von PVD-Sorten an.
Weitere zu berücksichtigende Faktoren:
- Stets mit Kühlschmierstoff arbeiten, um Kolkverschleiß und plastische Deformation zu reduzieren, und stets den größtmöglichen Eckenradius verwenden. Mehr Informationen über Kühlschmierstoff
- Runde Wendeschneidplatten oder kleine Einstellwinkel wählen, um Kerbverschleiß zu vermeiden
- Häufige Neigung zum Aufkleben bzw. zu Aufbauschneidenbildung. Beides wirkt sich negativ auf die Oberflächengüte und Standzeit aus. Scharfe Schneidkanten bzw. Geometrien mit positiven Spanwinkeln verwenden.
Drehen von rostfreien Duplex-Stählen (austenitisch/ferritisch)

Werkstoffklassifizierung: M3.4
Für höher legierte Duplex-Stähle gibt es Bezeichnungen wie Super- oder sogar Hyperduplex-Stähle. Durch die höhere mechanische Stabilität ist die Zerspanung dieser Werkstoffe anspruchsvoller in Bezug auf Wärmeerzeugung, Schnittkräfte und Spankontrolle.
Empfohlen Sorten und Geometrien gibt es in unserem Angebot an CVD- und PVD-Sorten für rostfreien Stahl.
Weitere zu berücksichtigende Faktoren:
- Kühlschmierstoff für optimierte Spankontrolle und Vermeidung von plastischer Deformation verwenden. Werkzeuge mit innerer Kühlschmierstoffzufuhr einsetzen, vorzugsweise Präzisionskühlung. Mehr Informationen über Kühlschmierstoff
- Kleine Einstellwinkel wählen, um Kerbverschleiß und Gratbildung zu vermeiden
Suchen Sie Werkzeugempfehlungen?
Hier finden Sie unsere Zerspanungswerkzeuge chevron_right
Brauchen Sie Beratung?
Stellen Sie uns eine Frage chevron_right
Was es sonst noch über die Grundlagen unserer Metallzerspanung zu lernen gibt?
Registrieren Sie sich für unser kostenloses E-Learning Programm chevron_right
Drehen von Gusswerkstoffen

Es gibt 5 Haupttypen von Gusswerkstoffen:
- Grauguss (GG)
- Kugelgraphitguss (GJS)
- Temperguss (GJMW)
- Kompaktgraphitguss (GJV)
- Bainitisches Gusseisen mit Kugelgraphit (ADI)
Guss ist eine Fe-C-Zusammensetzung mit einem Si-Gehalt (1-3%) und C-Gehalt über 2%. Er ist ein kurz spanender Werkstoff mit guter Spankontrolle unter den meisten Bedingungen.
Für den überwiegenden Teil der Gusswerkstoffe wird der Einsatz unserer Sorten und Geometrien für Guss empfohlen. Für die Bearbeitung von Guss bei höheren Schnittgeschwindigkeiten werden Keramik oder CBN-Sorten empfohlen.
Suchen Sie Werkzeugempfehlungen?
Hier finden Sie unsere Zerspanungswerkzeuge chevron_right
Brauchen Sie Beratung?
Stellen Sie uns eine Frage chevron_right
Was es sonst noch über die Grundlagen unserer Metallzerspanung zu lernen gibt?
Registrieren Sie sich für unser kostenloses E-Learning Programm chevron_right
Drehen von warmfesten Superlegierungen (HRSA)

Eine Superlegierung hat eine hohe mechanische Beständigkeit und Kriechfestigkeit (Verformungs- oder Bewegungsneigung unter Belastung) bei hohen Temperaturen. Sie bietet außerdem eine gute Korrosions-/Oxidationsbeständigkeit. HRSA-Werkstoffe lassen sich in vier Werkstoffgruppen unterteilen:
- Nickelbasislegierungen (z.B. Inconel)
- Eisenbasislegierungen
- Kobaltbasislegierungen
- Titanbasislegierungen (Titan kann rein sein oder Alpha- und Betastrukturen haben)
HRSA und Titan sind schwer zerspanbare Werkstoffe, die insbesondere im gealterten Zustand hohe Anforderungen an die Schneidwerkzeuge stellen. Der Einsatz scharfer Schneiden ist wichtig, um die Bildung sogenannter weißer Schichten mit unterschiedlicher Härte und Eigenspannung zu vermeiden.
HRSA-Werkstoffe: Zum Drehen von HRSA-Werkstoffen werden normalerweise PVD- und Keramik-Schneidstoffe verwendet. Es wird der Einsatz von HRSA-optimierten Geometrien empfohlen.
Titanlegierungen: Vorwiegender Einsatz von unbeschichteten und PVD-Sorten. Es wird der Einsatz von HRSA-optimierten Geometrien empfohlen.
Eine typische Verschleißart in Titan und HRSA ist Kerbverschleiß. Folgen Sie diesen Richtlinien für optimale Leistung:
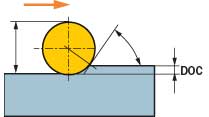
- Es wird empfohlen, einen Einstellwinkel von weniger als 45° zu wählen
- Richtiges Verhältnis zwischen Wendeschneidplattendurchmesser/Eckenradius und Schnitttiefe wählen
- Beim Schrägeintauchen oder bei mehreren Durchgängen wird eine Schnitttiefe von mehr als 0.25 mm (0.0098 Zoll) empfohlen
- Beim Drehen von HRSA und Titanlegierungen wird stets Kühlschmierstoff empfohlen, unabhängig davon, ob Hartmetall- oder Keramik-Wendeschneidplatten verwendet werden. Die Kühlschmierstoffmenge sollte hoch und präzise ausgerichtet sein. Mehr Informationen über Kühlschmierstoff
- Bei Einsatz von Keramik wird ein Vorfasen empfohlen, um beim Ein- und Austritt der Wendeschneidplatte die Gefahr von Gratbildung zu minimieren und so eine optimale Leistung zu erzielen

Suchen Sie Werkzeugempfehlungen?
Hier finden Sie unsere Zerspanungswerkzeuge chevron_right
Brauchen Sie Beratung?
Stellen Sie uns eine Frage chevron_right
Was es sonst noch über die Grundlagen unserer Metallzerspanung zu lernen gibt?
Registrieren Sie sich für unser kostenloses E-Learning Programm chevron_right
Drehen von NE-Werkstoffen (Aluminium)

Diese Gruppe umfasst weiche, nicht ferritische Metalle, wie z. B., Aluminium, Kupfer, Bronze, Messing, Metallmatrix-Verbundwerkstoffe (MMC) und Magnesium. Die Zerspanbarkeit hängt von den Legierungsanteilen, der Wärmebehandlung und dem Herstellungsprozess (geschmiedet, gegossen usw.) ab.
Drehen von Aluminiumlegierungen
Werkstoffklassifizierung: N1.2
Es sollten stets Wendeschneidplatten mit positiver Grundform und scharfen Schneidkanten verwendet werden. Erste Wahl sind unbeschichtete und PKD-Sorten.
Für Aluminiumlegierungen mit einem Si-Anteil über 13% sollten PKD-Sorten verwendet werden, da die Standzeit von Hartmetallsorten deutlich reduziert wird.
Kühlschmierstoff wird bei der Bearbeitung von Aluminium vorwiegend zur Spanabfuhr eingesetzt.


Suchen Sie Werkzeugempfehlungen?
Hier finden Sie unsere Zerspanungswerkzeuge chevron_right
Brauchen Sie Beratung?
Stellen Sie uns eine Frage chevron_right
Was es sonst noch über die Grundlagen unserer Metallzerspanung zu lernen gibt?
Registrieren Sie sich für unser kostenloses E-Learning Programm chevron_right
Drehen von gehärteten Stählen

Das Hartdrehen ist eine kostengünstige Alternative zum Schleifen von Stahl mit einer typischen Härte zwischen 55-65 HRc . Hartdrehen bietet verbesserte Flexibilität, bessere Taktzeiten und höhere Qualität.
Sorten mit kubischem Bornitrid (CBN) sind der ultimative Schneistoff zum Hatdrehen von einsatz- und induktionsgehärteten Stählen. Für Stähle unter einer Härte von 55 HRC empfiehlt sich der Einsatz von Keramik- oder Hartmetall-Wendeschneidplatten.

CBN-Sorten, optimiert zum Hartdrehen.
- Für gute Stabilität von Maschine und Spannung sorgen
- Kleinstmögliche Schnitttiefe wählen, um einen kleinen Einstellwinkel und die korrekte Kantenpräparation zur Verlängerung der Standzeit zu erhalten
- Wiper-Wendeschneidplatte für beste Oberflächengüte einsetzen
Suchen Sie Werkzeugempfehlungen?
Hier finden Sie unsere Zerspanungswerkzeuge chevron_right
Brauchen Sie Beratung?
Stellen Sie uns eine Frage chevron_right
Was es sonst noch über die Grundlagen unserer Metallzerspanung zu lernen gibt?
Registrieren Sie sich für unser kostenloses E-Learning Programm chevron_right
