
Verlängerung der Standzeit beim Drehen
Die drei wesentlichen Zerspanungsparameter beim Drehen sind Schnittgeschwindigkeit, Vorschub, und Schnitttiefe. Jeder hat einen Einfluss auf die Standzeit. Für beste Standzeit beim Drehen empfiehlt sich Folgendes:
- Schnittgeschwindigkeit, vc, verringern (um Wärmeentwicklung zu reduzieren)
- Vorschub optimieren, fn (für kürzeste Schnittzeit)
- Schnitttiefe optimieren, ap (um die Anzahl der Schnitte zu verringern)
Schnittgeschwindigkeit, vc
Zu niedrig
- Aufbauschneidenbildung
- Abstumpfen der Schneidkante
- Schlechte Wirtschaftlichkeit
- Schlechte Oberfläche
Zu hoch
- Schneller Freiflächenverschleiß
- Geringe Oberflächengüte
- Schneller Kolkverschleiß
- Plastische Deformation
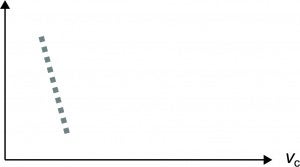
Die Schnittgeschwindigkeit, vc, hat einen großen Einfluss auf die Standzeit. vc anpassen, um beste Wirtschaftlichkeit zu erzielen vc.
(Standzeit mit der Y-Achse)
Vorschub,fn
Zu niedrig
- Lange Wickelspäne
- Schneller Freiflächenverschleiß
- Aufbauschneidenbildung
- Schlechte Wirtschaftlichkeit
Zu hoch
- Weniger Kontrolle über den Span
- Schlechte Oberflächengüte
- Kolkverschleiß/plastische Deformation
- Hohe Leistungsaufnahme
- Spanaufschweißen
- Spanhämmern
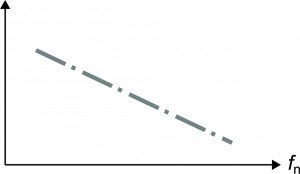
Vorschub, fn, hat weniger Einfluss auf die Standzeit als vc.
(Standzeit mit der Y-Achse)
Schnitttiefe, ap
Zu gering
- Weniger Kontrolle über den Span
- Vibrationen
- Übermäßige Wärmentwicklung
- Schlechte Wirtschaftlichkeit
Zu hoch
- Hohe Leistungsaufnahme
- Wendeschneidplattenbruch
- Erhöhte Schnittkräfte
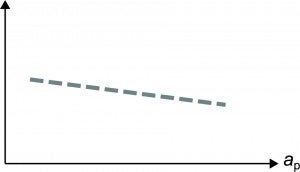
Schnitttiefe, ap, hat weniger Einfluss auf die Standzeit.
(Standzeit mit der Y-Achse)
Werkzeugwartung
Die Einführung einer Routine zur Werkzeugwartung in der Fertigung verbessert die Standzeit bei der Drehbearbeitung, vermeidet Probleme und spart Kosten.
Überprüfung des Wendeschneidplattensitzes
Es ist wichtig, zu überprüfen, ob der Plattensitz bei der Bearbeitung oder Montage beschädigt wurde.
Überprüfungsfaktoren:
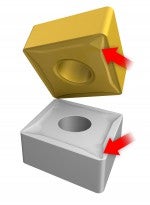
- Ausgeweiteter Plattensitz infolge von Verschleiß. Die Wendeschneidplatte sitzt nicht richtig an den Seiten des Plattensitzes. Zur Überprüfung des Spalts eine 0,02 mm (0,0008 Zoll) Lehre verwenden.
- Spalten in den Ecken des Plattensitzes zwischen der Zwischenlage und dem Plattensitzgrund sind unbedingt zu vermeiden.
- Beschädigte Zwischenlagen. Die Ecken der Zwischenlagen sollten in der Schnittzone nicht beschädigt sein.
- Verschleiß der Zwischenlage und/oder Verformung durch die Wendeschneidplatte


Reinigung des Plattensitzes
Sicherstellen, dass der Plattensitz frei von Staub oder Spänen ist. Falls erforderlich, Plattensitz mit Druckluft reinigen. Bei Verwendung von Bohrstangen mit Schneidköpfen ist außerdem die Kupplung zwischen Schneidkopf und Bohrstange bei Austausch des Schneidkopfs zu reinigen.
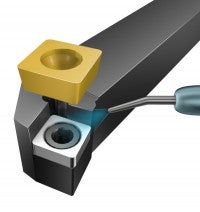

Drehmomentschlüssel

Für eine optimale Funktion des Wendeschneidplatten-Spannsystems empfiehlt sich die Verwendung eines Drehmomentschlüssels, um das korrekte Anzugsmoment zu erzielen. Korrektes Drehmoment (Nm) für jeden Werkzeughalter wählen.
- Ist das Drehmoment zu hoch einstellt, beeinträchtigt dies die Leistung des Werkzeugs und verursacht Platten- und Schraubenbruch.
- Ein zu geringes Anzugsmoment führt zu Wendeplattenbewegungen, Vibrationen und zu einer Beeinträchtigung des Bearbeitungsergebnisses.
Spannschrauben
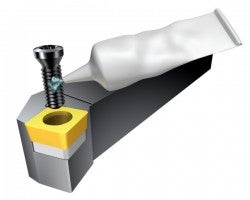
Es sollte stets ein Drehmomentschlüssel verwendet werden, um ein korrektes Anzugsmoment der Schrauben zu erzielen. Ausreichend schmieren, um ein Festsitzen der Schraube zu vermeiden. Schmierstoff sollte auf Gewinde und Schraubenkopf aufgetragen werden. Abgenutzte oder beschädigte Schrauben sind zu ersetzen.
Suchen Sie Werkzeugempfehlungen?
Hier finden Sie unsere Zerspanungswerkzeuge chevron_right
Brauchen Sie Beratung?
Stellen Sie uns eine Frage chevron_right
Was es sonst noch über die Grundlagen unserer Metallzerspanung zu lernen gibt?
Registrieren Sie sich für unser kostenloses E-Learning Programm chevron_right
