
Sådan vælger du den rette gevindtap

For at kunne vælge den rigtige gevindtap er der adskillige faktorer, der skal overvejes. Følg disse trin for at finde den bedste gevindtap til din applikation.
Forskellige gevindværktøjstyper
Hvilket gevindskæringsværktøj der skal anvendes, afhænger af hvilken type hul der skal skæres gevind i.
Gevindformens type og materiale (ISO-applikationsområde)
Find den rette gevindform og det rette materiale at skære gevind i.
Type gevindindløb
Gevindhullets type afgør, hvilket gevindinløb der skal anvendes.
Forskellige gevindværktøjstyper
Gevindværktøj er opdelt i fire typer: gevindtap med lige spånkanal, gevindtap med spiralspids, gevindtap med spiralsnoning og formende gevindtap. Hvilken type du bruger, afhænger af hvilken type hul der skal skæres gevind i, et bundhul eller et gennemgående hul, og komponentens materiale.

Gevindtap med lige spånkanal

Gevindtap med spiralspids

Gevindtap med spiralsnoning

Formende gevindtap
Skærende gevindtappe
En skærende gevindtap skærer i materialet, hvorved der opstår spåner.
Formende gevindtappe
Fordele sammenlignet med skærende gevindtappe:
- Formende gevindskæring er normalt hurtigere end almindelig gevindskæring
- Dybe gevind ned til 3,5 × D kan formes uden problemer med spåner
- Formende gevindtappe giver ofte længere værktøjslevetid
- Én type værktøj kan bruges i forskellige materialer og til både gennemgående huller og bundhuller
- Formende gevindtappe har et stabilt design, der giver mindre risiko for brud
- Gevind med den rigtige tolerance er garanteret
- Der dannes ingen spåner
- Op til 100 % stærkere gevind (større styrke mod overskruning)
- Lavere overfladeruhed i gevindet
Forudsætninger for effektiv brug:
- Ikke alle materialer er egnede, da der kræves en vis duktilitet
- Anbefalet trækbrudstyrkegrænse er 1.200 N/mm2
- Det kræver et præcist forboret hul
- God smøring er afgørende
Gevindformens type og materiale (ISO-applikationsområde)
Gevindværktøj fås med mange gevindformer. Du skal vide, hvilken gevindform du vil skære gevind til. Læs mere om forskellige gevindformer og de anvendelsesområder, de forskellige gevindformer anvendes i.
I tabellen nedenfor kan du se, hvilke gevindformer, der fås til gevindværktøj, optimeret til specifikke materialer, og gevindværktøj optimeret til alsidighed.
| M, MF, UNC, UNF | M, MF, UNC, UNF, G, NPT, NPTF | M, MF, UNC, UNF, G | M, MF, UNC, UNF | M | M, MF, UNC, UNF, G, NPT, NPTF, EGM |
Type gevindskæringsfas
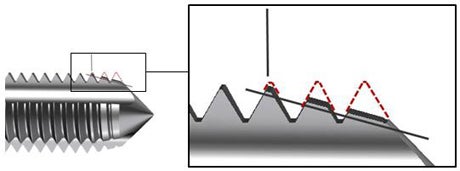
Gevindtap-indløbet er den tilspidsning på gevindtappen, der fordeler skæreforløbet over flere tænder. Normal afgør den type hul, der skal skæres gevind i, hvilken type indløb, der bør anvendes. Der er tre almindelige indløbs-typer: B, C og E.
Indløb type B=3,5 – 5 x gevind
Langt indløb:
- Højt drejningsmoment
- Optimal overfladekvalitet
- Tynde spåner
- Lavt tryk på indløbs delen
- Længere værktøjslevetid
- Mest almindelig til gevindtap med spiralspids

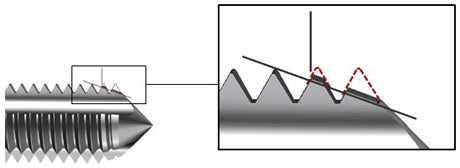
Indløb type C=2 –3,5 × gevind
Medium indløb:
- Lavt drejningsmoment
- God overfladekvalitet
- Normalt tykke spåner
- Normalt tryk på indløbs delen
- Normal værktøjslevetid
- Mest almindelige design
- Standardfas til bundhuller
- Mest almindelig til gevindtap med spiralformet spånkanal
Indløb type E=1,5 – 2 x gevind
Kort indløb:
- Lavt drejningsmoment
- God overfladekvalitet
- Tykke spåner
- Højt tryk på indløbs delen
- Kortere værktøjslevetid
- Ekstremt design
- Anvendes, når der ikke er meget frigang i bunden af hullet
Spids/indløbs-matrix
Typen af spids på gevindtappe skyldes kun gevindtapproduktionen. Nedenfor finder du et skema over spidser og indløb, der normalt anvendes sammen, sorteret efter gevindtappens diameter.
 |  |  |  |  |
| ≤5 | >Nr. 1 – Nr. 10 | 1 | 1 | 1 |
| >5 ≤6 | >Nr. 12-1/4 | 1 | 1, 2 | 1 |
| >6 ≤10 | >1/4-1/2 | 1 | 1, 2, 4 | 1, 4 |
| >10 ≤12 | >3/8-1/2 | 2, 3 | 2, 3 | 2, 3 |
| >12 | >1/2 | 3 | 3 | 3 |
