Ved at iagttage skæret/skærkanten efter bearbejdning kan du optimere resultaterne med hensyn til værktøjslevetid, gevindkvalitet og skærehastighed. Brug denne liste over årsager til og løsninger på forskellige former for skærslid som reference til vellykket gevindfremstilling.
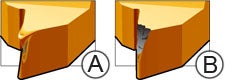
Plastisk deformation
Starter som plastisk deformation (A), der medfører udflisning (B).
For høj temperatur i skærezonen
Utilstrækkelig forsyning af kølevæske
Forkert kvalitet
a) Reducer skærehastigheden, reducer antal tilspændingsbevægelser b) Reducer den største tilspændingsdybde, kontrollér diameteren før gevinddrejning
Øg kølevæskeforsyningen
Vælg en kvalitet med bedre modstandsevne mod plastisk deformation
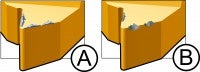
Løsægsdannelse (BUE)
BUE (A) og udflisning (B) opstår ofte sammen. Akkumuleret BUE rives her af sammen med små mængder skærmateriale, hvilket resulterer i udflisning.
Opstår ofte i rustfrit stål og stål med lavt kulstofindhold
Uegnet kvalitet eller for lav skærkanttemperatur
Øg skærehastigheden
Vælg et skær med en god sejhed, fortrinsvis PVD-belagt
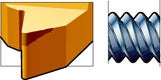
Skærbrud
Drejet til forkert diameter før gevinddrejning
Tilspændingsserien for hård
Forkert kvalitet
Dårlig spånkontrol
Forkert centerhøjde
Drej til korrekt diameter før gevinddrejning, 0,03–0,07 mm (0,001–0,003 tommer), radialt større end maks. diameter for gevindet
Øg antallet af tilspændinger. Reducér størrelsen af den største tilspændingsbevægelse
Vælg en sejere kvalitet
Skift til C-geometri, og brug modificeret flanketilspænding
Korrekt centerhøjde
Hurtigt fasslid
Meget abrasivt materiale
Skærehastigheden for høj
Tilspændingsdybderne for små
Skæret er placeret over centerlinjen
Forkert kvalitet. Vælg en mere slidstærk kvalitet
Nedsæt skærehastigheden
Reducér antallet af tilspændinger
Korrekt centerhøjde
Unormalt fasslid
Dårlig overflade på gevindets ene flanke
Forkert metode til flanketilspænding
Skærets hældningsvinkel stemmer ikke overens med gevindets styrevinkel
Skift flanketilspændingsmetode for F- og A-geometrien: 3–5° fra flanken, til C-geometri: 1° fra flanke
Udskift underlagsplatten for at opnå den korrekte hældningsvinkel
Vibrationer
Forkert emnefastspænding
Forkert værktøjsopspænding
Forkerte skæredata
Forkert centerhøjde
a) Brug bløde bakker b) Ved brug af pinoldok skal komponentens centerhul optimeres, og trykket af pinoldok/medbringerpinol skal kontrolleres
a) Minimer værktøjsudhæng b) Kontrollér, at fastspændingsbøsningen til stænger ikke er slidt c) Brug antivibrationsstænger beregnet til gevinddrejning
Øg skærehastigheden: Hvis det ikke hjælper, reducer hastigheden markant, og prøv med F-geometri