
Gevinddrejningsformler og -definitioner
Find det skærende værktøj til din specifikke opgave, og
få straks skæredataanbefalinger.
I dette afsnit finder du gevinddrejningsformler og -definitioner til beregning af skærehastighed, tilspændingshastighed eller andre parametre for gevinddrejning, gevindfræsning eller gevindskæringsoperationer. Her finder også betegnelsen på forskellige gevindformer iht. internationale standarder.
Gevinddrejningsformler og -definitioner
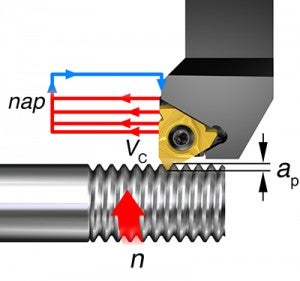
Tilspændingsbevægelse
Ved at opdele gevindets fulde spåndybde i mindre spåntykkelser, overbelastes skærets følsomme næseradius ikke.
Eksempel: Ved at tage 0,23-0,10 mm (0,009-0,004 tomme) i spåndybde pr. overløb (radial tilspænding) drejes et metrisk gevind i fuld spåndybde (ap) med profildybde på (0,94 mm (0,037 tomme)) og med 1,5 mm (0,06 tomme) stigning i 6 overløb (nap).
 | 1. overløb, radiel tilspænding 0,23 mm |
 | = 0,009 tomme |
 | 2. overløb, radiel tilspænding 0,42-0,23 = 0,19 mm |
 | 0,017-0,009 = 0,008 tomme |
 | 3. overløb, radiel tilspænding 0,59–0,42 = 0,17 mm |
 | 0,023-0,017 = 0,006 tomme |
 | 4. overløb, radiel tilspænding 0,73–0,59 = 0,14 mm |
 | 0,029-0,023 = 0,006 tomme |
 | 5. overløb, radiel tilspænding 0,84–0,73 = 0,11 mm |
 | 0,033–0,029 = 0,004 tomme |
 | 6. overløb, radiel tilspænding 0,94–0,84 = 0,10 mm |
 | 0,037-0,033 = 0,004 tomme |
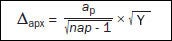
Den radielle tilspænding kan beregnes med følgende formel:
Δap = Radial tilspænding, spåndybde pr. overløb
X = Faktisk overløb (i en serie fra 1 til nap)
ap = Samlet dybde af gevind + ekstra materiale
nap = Antal overløb
Y = 1. overløb = 0,3
2. overløb = 1
3. og højere = x-1
Stigning 1,5 mm (0,06 tomme)
ap = 0,94 mm (0,037 tomme)
nap = 6
γ1 = 0,3
γ2 =1
γn = x-1
| ap | Radiel tilspænding, fuld spåndybde | mm | tommer |
| n | Spindelhastighed | O/min. | O/min. |
| vc | Skærehastighed | m/min. | |
| nap | Antal overløb |
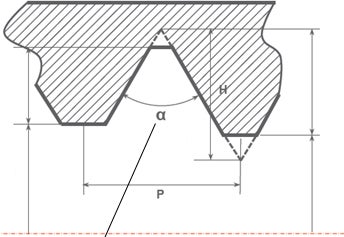
- Rod/bund
Bundfladen forbinder de to tilstødende flanker på gevindet - Flanke/side
Den side af en gevindflade, der forbinder gevindtoppen og roden - Gevindtop/top
Topfladen, der forbinder de to sider eller flanker.
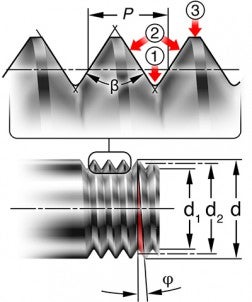
P = Stigning, mm eller gevind pr. tomme (t.p.i.)
Afstanden fra et punkt på skruegevindet til et tilsvarende punkt på det næste gevind, der er målt parallelt på aksen.
β = Gevindprofilvinkel
Vinklen mellem flankerne på gevindet målt i et aksialt plan.
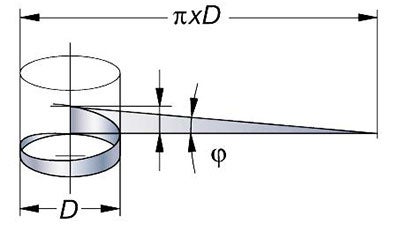
φ = Hovedvinkel (spiralvinkel) på gevindet
Gevindets hældningsvinkel på én stigning, målt i et plan vinkelret på aksen.
Diameterparametre
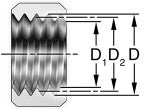
d = Primær diameter, udvendig
D = Primær diameter, indvendig
d1 = Sekundær diameter, udvendig
D1 = Sekundær diameter, indvendig
d2= Stigningsdiameter, udvendig
D2= Stigningsdiameter, indvendig
Skruegevindets effektive diameter: omkring halvvejs mellem de primære og sekundære diametre.
Hovedvinkel (spiralvinkel)
Hovedvinklen, φ, (spiralvinkel) afhænger af og står i forbindelse med gevindets diameter og stigning. Disse kan, som vist, karakteriseres i retvinklede trekanter. Hovedvinklen beregnes med nedenstående formel.
Formel til beregning af hovedvinklen.
N = antal starter
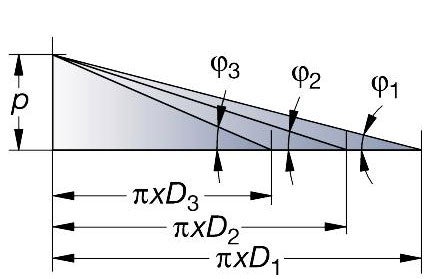
Samme stigning på forskellige diametre giver forskellige hovedvinkler.
Gevindfræsningsformler og -definitioner
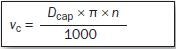
Skærehastighed (vc)
Metrisk (m/min.)
Imperial (ft/min.)
Formler for indvendig gevindfræsning
Beregnet version
Periferitilspænding (mm/min.) (tommer/min.)
Radial spåndybde (mm) (tommer)
Tilspænding i værktøjets centrum (mm/min.) (tommer/min.)

Tilspænding pr. tand (mm) (tommer)
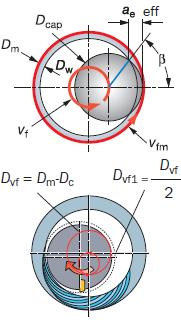
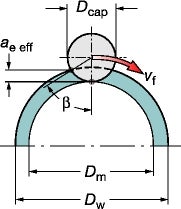
Gevindfræsning med en roll in-værktøjsbane, Dvf1
Formler for udvendig gevindfræsning
Beregnet version
Periferitilspænding (mm/min.) (tommer/min.) 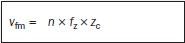 | Tilspænding i værktøjets centrum (mm/min.) (tommer/min.) 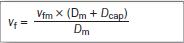 |
Tilspænding pr. tand (mm) (tommer)  | |
 |
Gevindskæringsformler og -definitioner
Spindelhastighed (n) (o/min.)  |  |
Tilspændingshastighed  | |
Drejningsmoment (Md) (Nm)  |
Effekt (P) (kW)  |
| Md | Moment | Nm | tommer.lb |
| p | Stigning | mm | Tommer |
| D / DC | Nominel diameter | mm | tommer |
| kc | Specifik skærekraft | N/mm2 | lbs/in2 |
| n | Spindelhastighed | o/min. (omdr./min.) | o/min. (omdr./min.) |
| P | Effekt | kW | hp |
| vc | Skærehastighed | m/min. | Fod/min. |
| vf | Tilspændingshastighed | mm/min. | tommer/min. |
Formler for hulstørrelse
Den grundlæggende hulstørrelse kan beregnes med følgende formler.
Beregning af grundlæggende hulstørrelse til skærende gevindtap
|
|
|
|
|
|
|
|

Beregning af grundlæggende hulstørrelse til formende gevindtap
 | |
| |
 | |
|

Beregning af grundlæggende hulstørrelse med gevindhøjde til skærende gevindtap

| |
| |
| |
|

Beregning af grundlæggende hulstørrelse med gevindhøjde til formende gevindtap
 | |
| |
 | |
|


| D | Huldiameter | mm | Tommer |
| TD | Nominel gevinddiameter | mm | Tommer |
| TP | Gevindstigning | mm | |
| TPI | Gevindstigning tommer | Tommer | |
| TH | Gevindhøjde | % | % |
Sådan beregnes gevindhøjde i procent, %
Gevindhøjde i % er forholdet mellem det indvendige gevinds faktiske højde og maksimale højde. Det nedenstående eksempel gælder for ISO & UTS-standarden – 60° gevind.
Eksempel, M8x1,25
Maks. gevindhøjde iht. standarden er 6/8 H.
H = 0,866 x P
(H = grundlæggende trekanthøjde)
(P = gevindstigning)
Maks. gevindhøjde er:
6/8 * (0,866 x 1,25) = 0,811 mm
Faktisk gevindhøjde ved et kernehul på Ø 6,9 mm:
(8 - 6,9) / 2 = 0,55 mm
Gevindhøjden er her (0,55 / 0,81) x 100 = 68 %
 60° gevind | ||
| Faktisk gevindhøjde | Maks. gevindhøjde på indvendigt gevind (6/8 H) | |
| Anb. kernehul Ø | Min. kernehul Ø iht. standard | |
Gevindbetegnelser iht. internationale standarder
Internationale standarder
For at sikre, at de to (indvendige og udvendige) dele i en samling med gevind passer så godt sammen, at de kan danne en forbindelse, der er i stand til at bære en specifik belastning, skal gevind overholde bestemte standarder. Der er derfor etableret internationale standarder for gevindformer for alle almindelige gevindtyper.
ISO metriske gevindbetegnelser
Den fuldstændige gevindbetegnelse udgøres af værdier for gevindform og tolerance. Tolerancen angives med et tal for tolerancekvaliteten og et bogstav for tolerancepositionen.
Eksempler
M16 - 6h
M16: Gevindbetegnelse og nominel dimension
6h: Toleranceklasse for stigning og gevindtopposition
M10 x 1,25 5g6g
M10: Tanddeling
1.25: Toleranceklasse for delediameter
5g6g: Toleranceklasse for gevindtopdiameter
En pasning mellem gevinddele angives vha. den indvendige gevindtoleranceklasse efterfulgt af den udvendige gevindtoleranceklasse, adskilt af en skråstreg.
Tolerancepositioner
Tolerancepositionen identificerer den grundlæggende afvigelse og angives med et stort bogstav for indvendige gevind og et lille bogstav for udvendige gevind. Kombinationen af tolerancekvalitet og -position giver toleranceklassen. Værdierne for toleranceklasserne angives i standarderne for de forskellige gevindsystemer.
ISO tommegevind (UNC, UNF, UNEF, UN)
UN-systemet omfatter tre toleranceklasser, der går fra 1 (grov) til 3 (fin). Et typisk UN-gevind betegnes på følgende måde:
¼" 20 20UNC - 2A
¼" – Primær gevinddiameter
20 – Tanddelingsværdi: gevind pr. tomme (t.p.i.)
UNC – Angiver en grov stigning
2A – Angiver en medium tolerance
ISO – ensrettet (UN):
Løs tolerance: 1A (udvendigt gevind), 1B (indvendigt gevind)
Medium tolerance: 2A (udvendigt gevind), 2B (indvendigt gevind)
Snæver tolerance: 3A (udvendigt gevind), 3B (indvendigt gevind)
Forskellige typer af UN-gevind
| UNC | gevinddiameter med grov stigning |
| UNF | gevinddiameter med fin stigning |
| UNEF | gevinddiameter med ekstrafin stigning |
| UN | gevinddiameter med konstant stigning |
Whitworth-gevind (G, R, BSW, BSF, BSPF)
Whitworth.skruegevind er nu forældede, men Whitworth-rørgevind er en anerkendt international standard. Der findes to toleranceklasser for udvendige og én toleranceklasse for indvendige Whitworth-rørgevind.
Whitworth-rørgevind: BSW, BSF og BSP.F
Toleranceposition
Fin: A (udvendigt gevind), indvendigt gevind kun en klasse
Fåtandet: B (indvendigt gevind), indvendigt gevind kun en klasse
Whitworth rørgevindbetegnelser
Gevindene deles op i to grupper:
- Tryktætte forbindelser, der ikke er fremstillet på basis af gevindet ISO 228/1
- Tryktætte forbindelser, der er fremstillet på basis af gevindet ISO 7/1
