刀具装夹:如何使用切断切槽刀具
良好的切断和切槽质量主要取决于刀具系统以及如何合理对应切削材料。
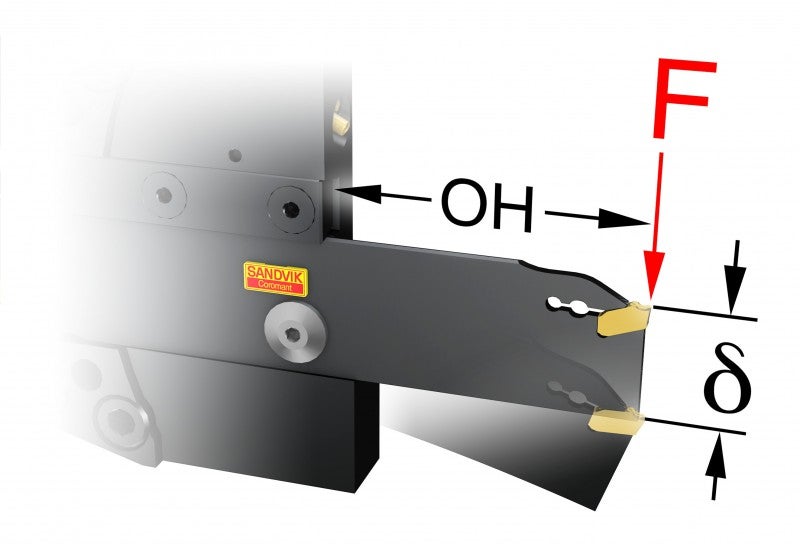
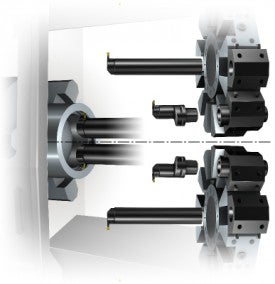
悬伸
为了使切断刀具实现最佳装夹,使用短悬伸刀柄以避免振动。建议使用副主轴 (如有提供)。
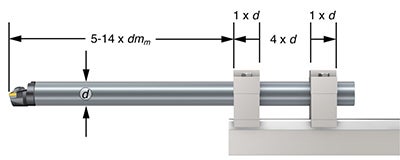
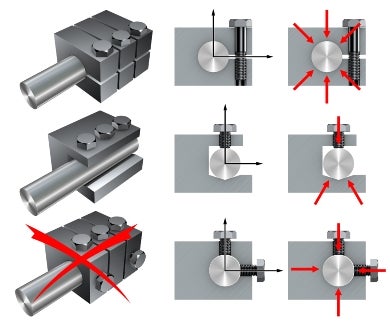
进行长悬伸加工时,正确地安装镗杆以确保充分的夹紧接触特别重要。推荐的夹紧长度为4倍镗杆直径d。这将使切断刀具实现稳定装夹。圆柱接杆可在夹套中夹紧。大接杆可使用两个对开式轴承盖夹紧。
刀柄
正确的刀柄解决方案能够显著提高切削刀具的生产率和性能。
Coromant Capto®是一种模块化快换工具系统,当直接集成在主轴中时,可提高多任务机床、具有车削能力的加工中心和立式车床等设备的稳定性和通用性。
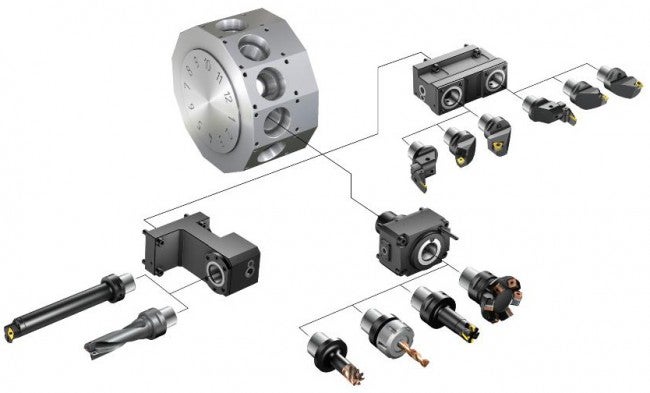

EasyFix夹套是一项用于圆柱接杆以缩短装夹时间的解决方案。安装在夹套中的弹簧锁销卡入镗杆上的凹槽中,以保证正确的中心高。

QSTM刀柄系统是一种快换刀柄,在纵切机床上可实现最长的有效生产时间。
Silent ToolTM刀具接杆设计用于通过刀具内部的减振器最大限度地减少振动。这些刀具主要用于长悬伸工况,但是,即使在悬伸较短 (3 x D) 的工况下,也能实现生产率的大幅提高和表面质量的显著改进。
切断刀板

切断用刀片和刀架组成了一种用于切断、深切槽和长悬伸的刀具系统。所有刀板均可选择高精度冷却液。无需使用连接软管或连接管。接杆可用于大多数机床类型。