
仿形切削
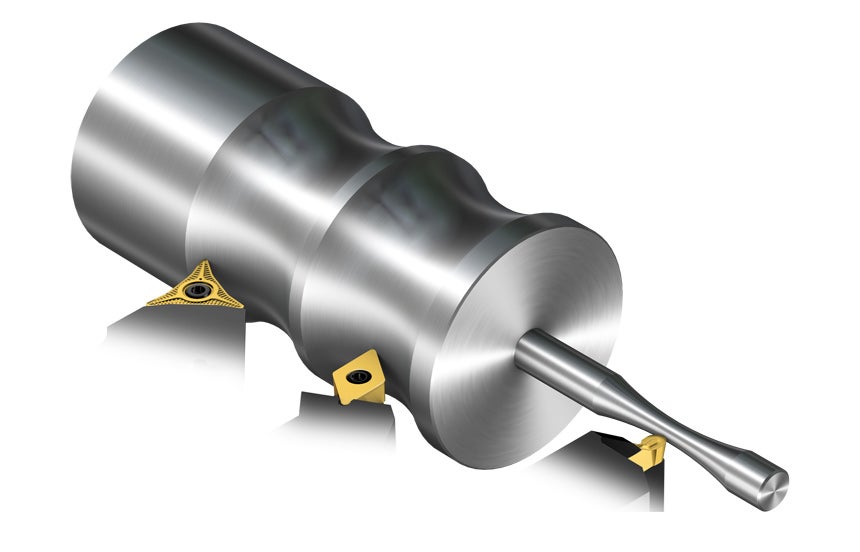
仿形切削用于加工复杂的槽。仿形加工中槽的可达性通常是一项挑战。表面质量和表面完整性是重要因素。例如,许多航空发动机零件都包含难以接近的复杂槽,并且需要出色的表面质量。这些零件的形状和材料 (通常为难加工材料) 使仿形切槽成为最佳解决方案。
包含复杂槽的难加工材料零件的制造成本通常非常高。由于槽的可达性与复杂形状材料加工的双重原因,确保加工安全性可能成为一项挑战。加工形状复杂的零件时,选择能够提高仿形切槽效率的刀片。将右手型和左手型传统刀具替换为单一刀具可最大限度地减少所需刀具的数量。这减少了刀具换刀次数和增加了转塔刀架上的空刀位。使用仿形切削刀片通常是在短时间内去除大量材料的好方法。
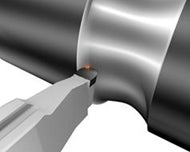
仿形切槽
缠屑
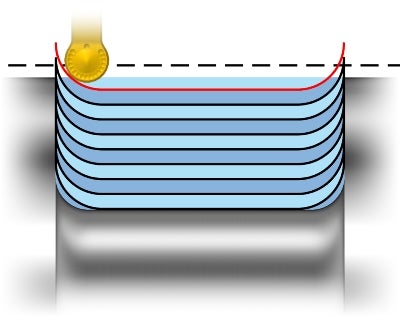
使用圆刀片向拐角内进行插铣或仿形切削时易出现缠屑。大刀片半径将产生高切削压力,这意味着需要降低进给。 然而,如果进给降低过多,则可能出现振动。 为了减少振动问题,与所加工零件的半径相比,刀片半径应尽可能地小。 如果必须使用相同的刀片半径加工多种不同的槽,则使用步进 (暂停) 方法形成短切屑并避免振动。
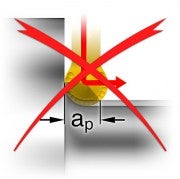
刀片半径 = 零件半径
不推荐
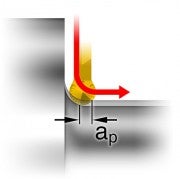
刀片半径 < 零件半径
推荐
n1
n2
n1
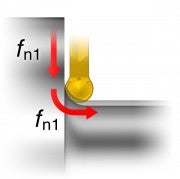
f = 直线切削 - 最大切屑厚度0.15-0.40 mm
(0.006-0.016英寸)
f = 圆弧插铣 - 最大为f的50%
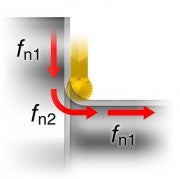
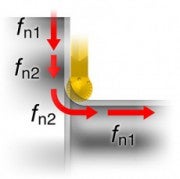
仿形切削/型腔加工 - 高温合金材料摆线车削
- 以低进给圆弧切入
- 线性切削时,将进给提高至fn最大值
- 降低进给,圆
- 弧切出
n 降低的f最大值 | f n 最大值 | 降低 的f n 最大值 |
 |
