车铣
什么是成功的车铣?
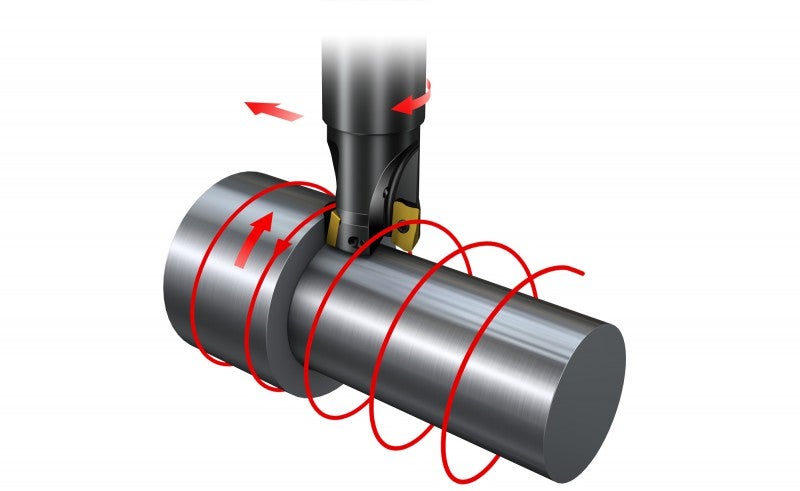
车铣被定义工件围绕中心旋转的曲面铣削。
与传统铣削或车削工序所加工形状明显不同的偏心形状通常可采用车铣方法。该方法具有高金属去除率及出色的切屑控制。
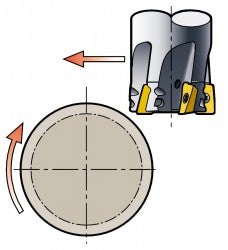
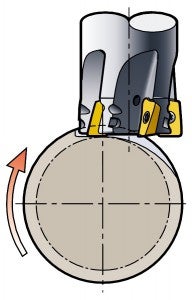
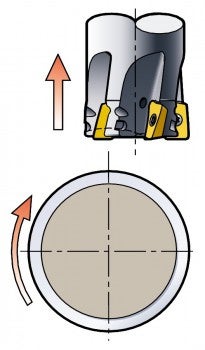
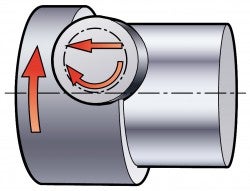
- 在旋转过程中沿径向进给铣刀可以加工圆柱面
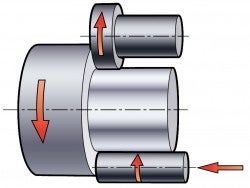
- 通过沿两个方向同时移动铣刀,可以加工偏心表面,例如轴上的凸轮
- 沿2个以上的轴移动需要具有坡走铣能力的刀具
- 要加工锥形,需要5轴
- 车铣复杂轮廓 (例如涡轮叶片) 需要沿5 (或4) 轴联动,工件沿2或3轴移动,刀具沿1个或2个轴移动
- 可通过在沿2个以上的轴进给铣刀的同时旋转零件来加工涡轮叶片等零件
车铣过程的选择
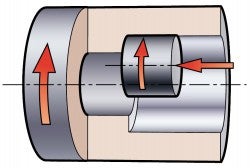
端面车铣 - 4/5轴
外圆加工的主要方法。
+ 短刀具悬伸
+ 更小的刀具直径/低扭矩
+ 外圆/细长零件
+ 仿形切削
- 非自然圆柱面
- 内圆车削
周边车铣 – 3/4轴
原理与圆弧插补铣 (内/外) 相同,但是,在车铣中,工件和铣刀都旋转。
主要用于内圆加工。
+ 内圆加工
+ 圆柱面
+ 窄槽
+ 螺纹铣削
+ 圆度
- 仿形切削
- 更大的直径/高扭矩
- 长悬伸
如何应用车铣
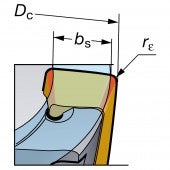
刀具位置 - 矩形刀片/Wiper (修光刃)
铣刀位置
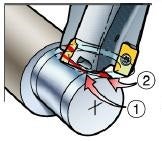
切宽
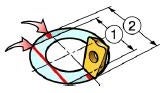
1 = 第一次切削
2 = 第二次切削
在端面车铣工序中,使用一个Wiper (修光刃) 刀片在铣刀与加工表面之间产生直线接触,以加工出零件的圆柱部分。
由于铣削表面为凸面,因此,修光刃必须是平的而不是冠形。为了覆盖铣刀的整个宽度,放置铣刀时至少需要偏置两次,第一次Ew1是在工件第一转期间,然后移动至Ew2进行第二次切削。
铣刀位置 - 圆刀片/非修光刃
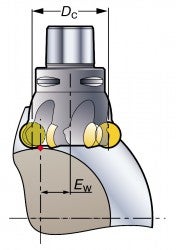
为了在车铣工序中加工出尽可能平整的表面,最好使用切宽ae小于铣刀有效直径DC的40%的小直径铣刀。
但是,为了实现最佳生产率,需要增加ae。可通过增加以下参数来实现:
- 刀具直径
- 径向吃刀率 - ae/DC
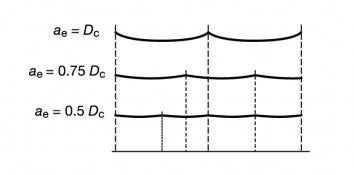
为了获得可接受的尖顶高度,铣刀需要从中心偏置。偏移量取决于ae,可从相应的ae/DC图中获得。
偏置和切宽
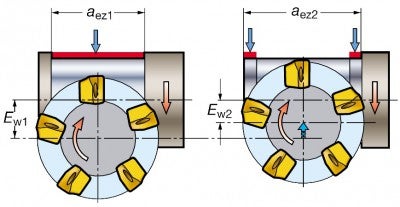
修光刃宽度
切宽
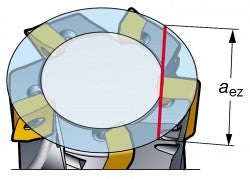
铣削比铣刀直径更宽的表面时,必须保持在初始位置,然后将铣刀沿轴向移动至所需的长度,但每转不要超过aez1的80%。如果需要90°的肩部,则必须将刀具移动至第二个位置Ew2。
进刀原则
在车铣过程中,应将铣刀沿径向进给到工件中。工件转速应对应刀片推荐的进给/齿。刀具应沿轴向退出。