
干式铣削或湿式铣削

铣削工序本质上是一种断续加工过程。这会使切削刃处的温度在高温 (约1000 ℃) 与低温之间不断地波动。
切削液的影响
当切削刃切入和切出时,温度变化会加剧。因此,切削刃会受到热冲击和周期性应力,这导致可能产生裂纹,在最坏的情况下可能导致刀具有效寿命过早结束。
切削区域温度越高,就越不适合使用切削液。
在精加工工序中,由于产生的热量减少,因此,使用切削液不会将刀具寿命缩短像在粗加工中那么多。

切削刃上出现热裂纹
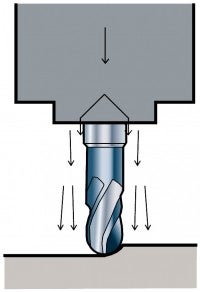
干式铣削
干式铣削可延长切削刃的寿命。温度确实会出现变化,但会保持在硬质合金材质的设计范围内。粗铣工序应始终在不使用切削液的情况下进行。

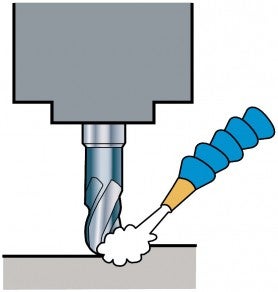
在使用切削液的情况下进行湿式铣削
有一些应使用切削液的例外情况:
- 不锈钢和铝合金精加工 - 用于防止金属微粒粘结到表面结构中
- 以低切削速度铣削高温合金 - 用于对零件进行润滑和冷却
- 铸铁铣削 - 用于润湿并冲去粉尘,以保护环境和健康并确保零件精度
- 薄壁零件铣削 - 用于防止几何变形
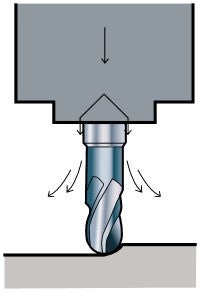
- 加工深型腔时,可使用微量润滑系统 (即含有少量专用油的压缩空气) 辅助排屑
压缩空气

油雾
在微量润滑系统中,“油雾”量只有每小时几毫升油,并且通过普通的过滤式通风系统排出。
大流量内冷却液
外冷却液
如果必须执行湿式铣削,则应使用足量的切削液。
