
通过铣削扩孔
既可通过圆弧坡走铣又可通过圆周铣对现有孔执行扩孔。
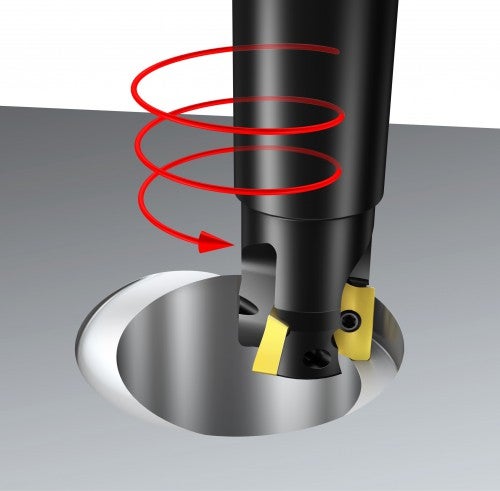
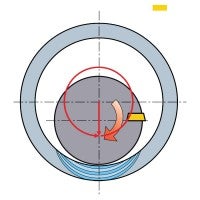
圆弧坡走铣
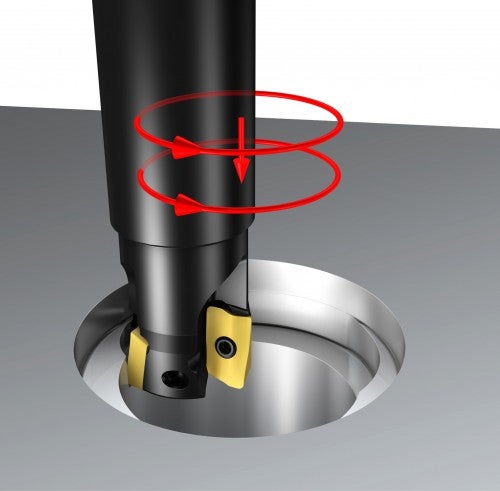
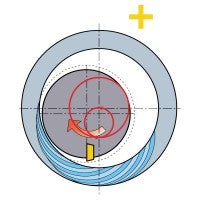
圆周铣
圆弧坡走铣 - 3轴
- 恒定坡走铣
- 没有进刀或退刀
- 铣刀始终保持吃刀状态
- 坡走铣操作 - 底部切削
首选:
- 孔深大于刀具的最大ap
- 最佳孔同心度和圆度
- 在振动敏感型应用中

圆周铣 - 2轴
圆周铣是使用镗刀的传统加工方法的替代方法。可通过沿着圆弧刀具路径移动大多数90°铣刀来执行圆周铣。
- Z保持恒定
- 在每层圆周铣中都有进刀和退刀
- 应编程为圆弧切入
- 镗削时的孔公差不如圆周铣
- 每次走刀都会产生接刀痕
首选:
- 将刀具路径编程为超过360°以避免接刀痕
- 仅需一次走刀能够实现大切深ap的铣刀浅孔
- 坡走铣能力差或不存在 - 没有轴向支撑的长刃铣刀
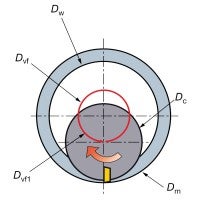
计算进给
需要降低进给的原因如下:
- ae相对于直线切削时会增大,从而降低切屑减薄效应
- 周边进给大于刀具中心进给
- 在Dvf的基础上计算进给。
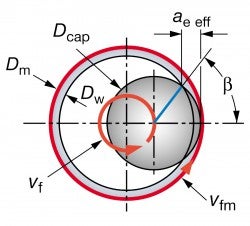
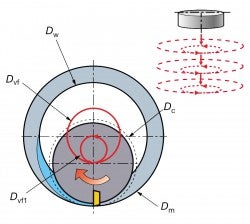
切入
圆弧切入可确保刀片切出时产生薄切屑。小接触角可减少振动并确保高生产率。
