坡走铣:2轴线性坡走铣和圆弧坡走铣
什么是成功的坡走铣?
线性坡走铣是在加工封闭槽/型腔/阀腔时切入工件的一种常用的高效方法,该方法无需使用钻头。
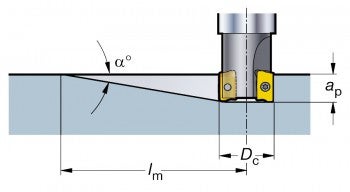
线性坡走铣被定义为沿轴向 (Z) 和径向 (X或Y) 同时进给,即2轴坡走铣。
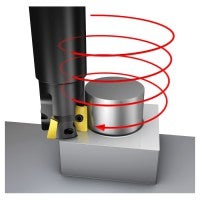
圆弧坡走铣 (也叫做螺旋插补铣、轨道式钻孔等) 是以定义的螺旋步距同时沿圆弧路径 (X和Y) 移动并进行轴向进给 (Z),也是钻孔的一种替代选择。
圆弧坡走铣始终优先于线性坡走铣 (满槽铣),因为在切宽减少时,螺旋插补铣的加工过程要平稳得多。它允许完全进行顺铣,并能实现更好的排屑效果。逆时针旋转可确保顺铣。
2轴坡走铣 - 线性
如何应用坡走铣高要求的切削过程
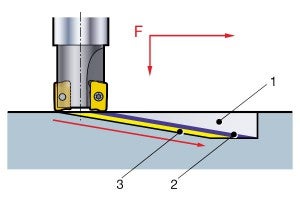
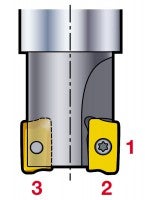
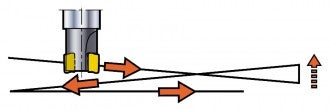
执行线性坡走铣工序期间,会同时出现3种切削过程:
1) 使用主刀片进行周边切削。
2) 使用主刀片进行底部切削。
3) 使用对向刀片进行底部切削。
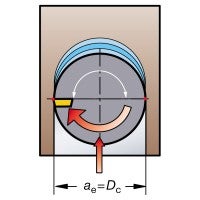
切削力包含轴向力和径向力。
由于满槽铣,刀具也会受到额外的应力,这意味着ae = Dc,从而产生高径向力和长切屑。
加工建议
- 将进给降低至正常值的75%
- 在坡走铣完成后立即执行铣槽工序时,务必以较低的进给继续走刀至铣刀直径相等的距离,直到对向刀片停止切削
- 使用切削液帮助排屑
- 减少刀具半径以减少接触面积
- 如果圆弧坡走铣的可达性受限,则线性坡走铣应限于槽宽小于30 mm的窄槽
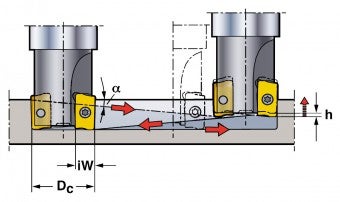
渐进坡走铣
通过多次走刀坡走铣加工深槽时,沿两个方向坡走铣 (渐进坡走铣) 而不是仅沿一个方向坡走铣 (单次走刀坡走铣) 能够轻松提高生产率。
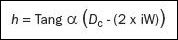
注意:以最大坡走角度进给铣刀时,在改变方向之前必须提升距离h。这样可以防止损坏刀体中心部分。
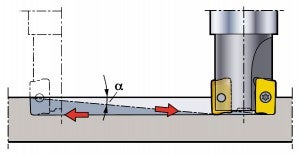
单次走刀坡走铣。
刀具路径修正
以最大坡走角度进行渐进坡走铣。
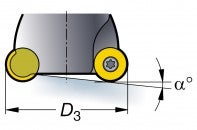
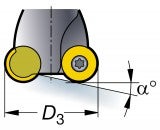
刀片半径会影响最大坡走角度
示例:
图中的曲线适用于最小和最大半径。对于中间半径,请补充进行插补铣。
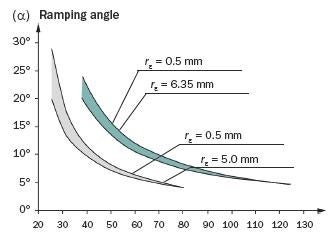
刀具直径Dc,mm

= 刀片尺寸22

= 刀片尺寸16
2轴坡走铣 - 圆弧

加工过程考虑因素
圆弧坡走铣中有3项重要考虑因素;如果未正确应用,将出现问题。
- 根据孔尺寸选择铣刀直径
- 步距
- 进给率
1. 根据孔尺寸选择铣刀直径
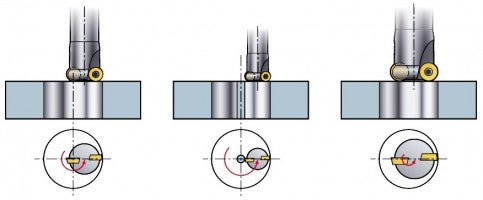
使用非中心切削铣刀时,铣刀尺寸的选择非常重要。铣刀直径确保刀片越过孔的中心线切削。
铣刀直径过小将像套料切削那样在中间留出芯部。这对于大开孔 (“人字孔”) 是可接受的,但是,芯部会脱落,因此需要对其进行支撑。
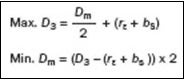
如果铣刀过大,则刀片不能与孔的中心线内切,并将形成缠结在铣刀底部的余料。最大孔直径
- 通过一次连续螺旋切削能够加工出的最大孔直径Dm为2×D3
- 这是满槽铣,并将在盲孔中心留下余料
- 沿径向走刀去除飞边从而生成平底孔
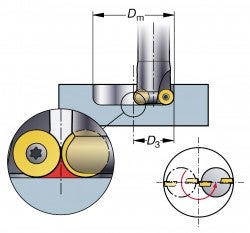
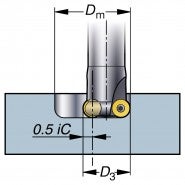
最大孔直径Dm
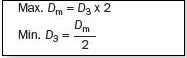
铣削平底孔直径
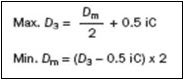
- 确保不会在盲孔底部留下余料,需要考虑刀尖圆弧半径大小
- 铣刀过大,通过沿径向走刀无法去除余料
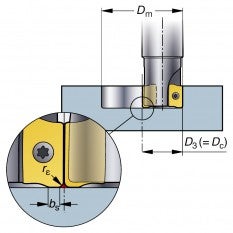
最小孔直径Dm
最小孔直径Dm
最小通孔直径
- 避免刀体因非中心切削而发生碰撞的最小直径
- b是插铣允许的最大步距,和最大重叠是相同的
- 对于圆刀片,应按照b = 0.8×iC来计算b
- 无法去除余料。
2. 步距 (P)
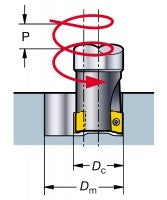
步距永远不能大于铣刀的最大ap,并且取决于孔直径、铣刀直径和坡走角度。
3. 进给率
进给值始终取决于与周边进给率vfm对应的hex值。然而,许多机床都需要刀具中心进给vf,必须相应地计算该值:
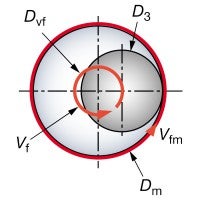
Dvf = 编程铣刀路径
编程进给率:
vfm = 使用半径补偿时
vf = 使用刀具中心进给时
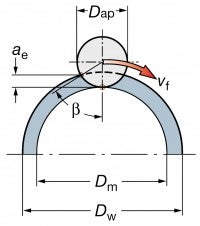
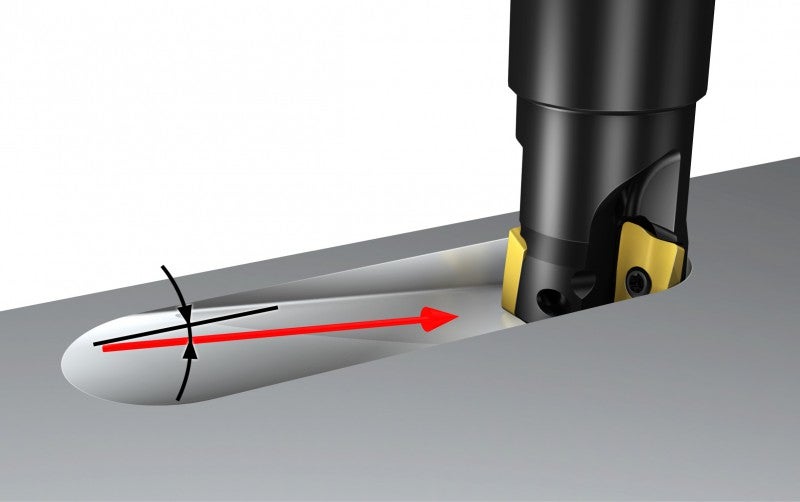
外圆弧坡走铣
外圆弧坡走铣 (3轴)

外圆弧铣 (2轴)
什么是成功的外圆弧坡走铣?
与内圆弧铣/内圆弧坡走铣相比:
- 刀具中心进给vf增加而不是减少
- 外铣时,切宽ae变得更小,因此可以使用更高的切削速度
- hex的计算方法与边缘铣削相同
- 另外,编程技术也与孔的内铣非常相似