
航空航天钛合金和高温合金叶轮的高经济性和高质量加工解决方案
叶轮主要用于APU (辅助动力装置)。叶轮与整体叶盘的涡轮叶片加工工艺类似。
确保加工成功的关键因素包括:
- 具有良好动态特性的五轴联动机床
- 专业的5轴CAM软件
- 针对钛合金/高温合金经过优化的刀具和工艺知识
航空航天钛合金和高温合金叶轮的刀具解决方案
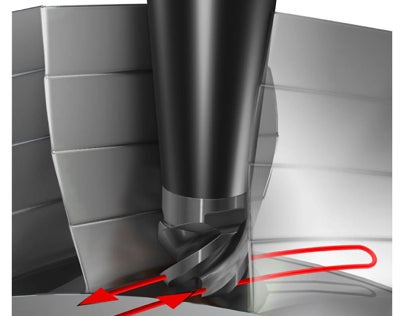
CoroMill® 316 - 粗插铣槽
加工有槽和型腔的零件始终充满挑战。有现货可供订购的CoroMill® 316 Gannet插铣刀槽型将使小深槽和型腔的加工兼具时间和成本效益。
粗加工开槽 - 钛合金
这里最佳的加工方法是点铣。由于采用满槽铣,因此,轴向切深被限制为刀具直径的1/2。CoroMill® 316可换头式球头立铣刀能够实现生产率与经济性的完美平衡。
阅读有关CoroMill® 316的更多信息
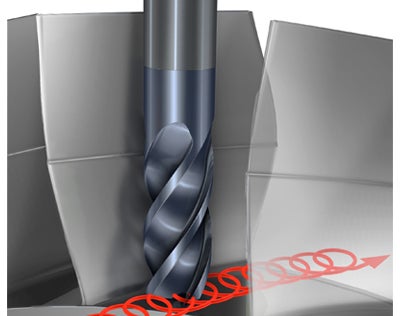
粗铣槽 - Inconel合金
最佳方法是应用了高速加工原理的摆线铣削技术。摆线铣 - 在有限空间或狭槽内使用高速加工技术的2D粗加工/高材料去除率方法 - 刀具编程为圆弧切入和切出:
- 控制铣刀与工件的接触弧长
- 低切削力允许使用大切深
CoroMill® Plura 50°螺旋角缩径整体硬质合金球头立铣刀经过优化,适合轴向切深为直径的两倍且径向切深较小的应用。
用于仿形切削的CoroMill® Plura整体硬质合金球头立铣刀
叶片仿形的半精加工和精加工
如果零件、CAM 软件和刀具都允许,则侧铣(大轴向切削深度)是最快的方法。
CoroMill® Plura 锥形球头专为此工序进行了优化。锥形设计和球头特点相结合,以无与伦比的精度和高质量到达最棘手的地方。

用CoroDrill® 846进行钻削
整体硬质合金钻头技术领域的最新开发成果与针对高温合金经过优化的槽型相结合,能够以低轴向切削力安全地钻削大量的孔。
薄壁零件安全钻削

使用CoroMill® Plura立铣刀对孔进行精加工
圆弧插补铣是安全高效的加工方法:一个规格的刀具即可覆盖许多不同的孔径,从而降低了刀具库存。
CoroMill® Plura锥形立铣刀

使用Coromant Capto CoroTurn® XS进行倒角加工
这款刀具可取代不够灵活的非标刀具,甚至可用于所有去毛刺操作而不仅仅是孔。
了解有关CoroTurn® XS的更多信息

CoroChuck™ 930
得益于其出色的夹紧性能,这款夹头具有市面上的最佳抗拔出安全性,从而可在铣削和钻削工序中确保出色的稳定性和可达性。这项解决方案不仅有助于提高加工安全性和精度,而且能够通过简单快速的刀具装夹和换刀来提高生产效率。为了完全防止拔出,为侧楔式刀柄提供了带机械锁紧接口的夹套。
阅读有关CoroChuck™ 930的更多信息

