
航空航天盘轴的高经济性和高质量加工解决方案
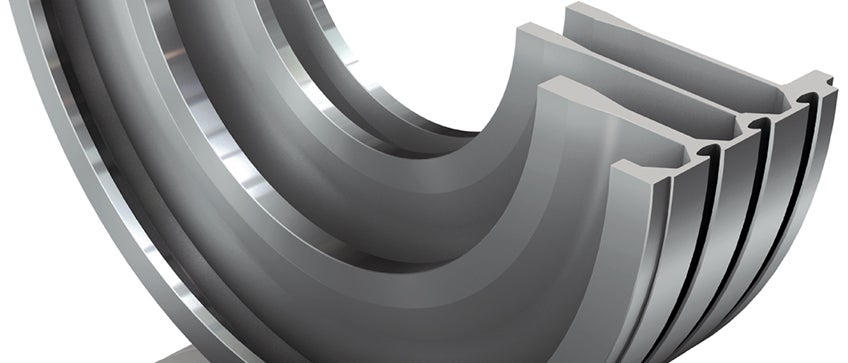
这种零件的两项具有挑战性的特征是深内腔和外部叶片燕尾槽。
非标解决方案与优化的材质相组合是获得成功的关键所在。
航空航天盘轴加工刀具解决方案
专为时效处理镍基高温合金 (HRSA) 车削加工而优化的材质
车削材质GC1205和GC1210具备出色的抗后刀面和沟槽磨损能力,能够提供稳定可靠的加工。硬基体和PVD涂层的结合大幅提升了切削速度 (GC1205) 和刀具寿命 (GC1210)。
- GC1205:被加工表面的精加工材质。适用于最后阶段的加工和半精加工应用
- GC1210:主要用于半精加工应用。需要更高强度时,补充GC1205材质

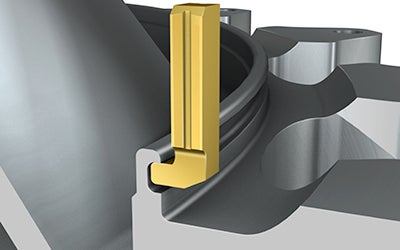
CoroCut®弯头刀片,适合加工各种形状的槽
专为加工复杂零件中难以到达的槽和型腔而设计。作为标准的CoroCut 90度刀片产品系列的补充,我们推出了90度、45度和T形半成品以满足更多特殊的需求。
带Coromant Capto®接口的减振刀板
加工深内腔 (通常深达150 mm) 需要使用细长刀具。所面临的挑战是刀具容易产生振动,而且需要从凹槽中去除加工时产生的切屑。
通过以下手段可以安全可靠地完成这一极具挑战特性的加工:
- 椭圆截面的齿纹刀具系统提供了杰出的稳定性和可达性。100 mm高的刀板能实现最佳的冷却液供应以帮助排屑
- 对于长宽比大于4的刀板,在设计时就会采用专利减振装置。与未加防振装置时相比,其切削深度可高出4倍
- 将摆线车削技术与陶瓷材质CC6160、6220或6230相结合可减少所需的加工走刀次数
生产率提高至两倍以上的安全加工过程
 未使用减振装置 |  |
 相同切削条件下使用减振装置时的表现 |

陶瓷车削
陶瓷材质CC6220和CC6230专为克服新型高温合金材料 (晶须陶瓷和赛阿龙陶瓷无法达到加工这种材料的要求) 所带来的加工挑战而设计,它们能够实现更高的切削速度,从而有助于降低单个零件成本。为了在型腔加工和仿形切削应用中实现高金属去除率,可选择CC6160材质。对于要求更高的高温合金表面,请选择韧性更强的CC6165材质。

适合半精加工到精加工的RCMX车削刀片
RCMX硬质合金刀片可装在与陶瓷刀片相同的刀片槽中,从而能够减少所需刀具的数量并缩短装夹时间。该槽型产生的切削力较低,切屑控制性能良好。
- S05F适用于高温合金,H13A适用于钛合金

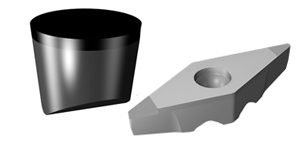
RCGX车削刀片适用于精加工到超精加工
底部为V形的圆刀片可实现更好的表面质量。光滑的槽型可确保低切削力。
- S05F适用于高温合金,H13A适用于钛合金

适用于镍基合金的CB7014高速CBN车削解决方案
在航空航天零件精车加工应用中,ISO S难加工材料的处理颇具挑战性。使用CBN刀片可以提高切削速度和生产率,同时保持零件良好的表面完整性。CBN刀片是针对镍基高温合金的高速精加工而优化,现在可作为标准库存解决方案提供。
CoroTurn® 107配有导轨接口,适用于高温合金的仿形切削和型腔加工
对相对开放的特征的高温合金零件进行精加工时,最好使用螺纹安装的正前角CBN刀片。凭借多达12个刀片转位,将为您提升高温合金材料的加工效率。导轨接口可为您的仿形切削和型腔加工确保安装安全性、加工安全性,提高可靠性和刀具寿命。

