
高温合金整体叶盘的高经济性和高质量加工解决方案

位于发动机低温压气机侧的整体叶盘由钛合金制成,高温涡轮侧的整体叶盘则需要由高温合金 (HRSA) 制成。
确保加工成功的关键因素包括:
- 具有良好动态特性的五轴联动机床
- 具有五轴加工涡轮增压器功能的CAM软件
- 针对高温合金和钛合金优化的刀具和工艺知识
航空航天高温合金材料整体叶盘的刀具解决方案
非标铣削产品M5C331
非标铣削刀具M5C331是适合高温合金整体叶盘槽铣加工的高经济性解决方案,金属去除率高 — 是既有整体圆柄刀具方案的四倍。
M5C331是基于CoroMill® 331设计的成熟且稳定的解决方案,可搭配标准CoroMill® 331产品系列的选定刀片使用。

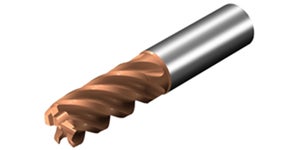
用于高进给侧铣的CoroMill® Plura整体式立铣刀
高进给侧铣是加工具有挑战性材料的一种有效方法。由于热量、切屑厚度和径向力的减少,小切宽可实现更高的切削速度以及更大的进给和切深。CoroMill® Plura采用为镍基高温合金材料专门开发的GC1710材质,芯部尺寸则针对高刚度经过优化,因此是对整体叶盘进行高进给侧铣的首选。
ISO S陶瓷球头立铣刀
ISO S陶瓷球头立铣刀是市场上能够进行小直径高速仿形切削的唯一一种陶瓷球头立铣刀。硬质合金接口的钎焊陶瓷可同时保证强度和灵活性,球头几何形状则可确保更简单、更快速地进行仿形切削。

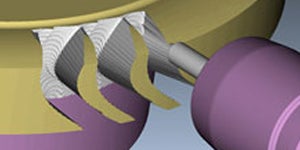
通过插铣进行粗开槽
刀具:Gannet®槽型非标整体硬质合金插铣刀
方法:通过插铣在叶片之间粗开槽
加工有槽和型腔的零件始终充满挑战。采用插铣策略能够将小型深槽和型腔的加工变得更省时和更具成本效益。山特维克可乐满独有的Gannet概念专为插铣而设计,是刀具直径受限并且需要长悬伸时的理想选择。
叶片的半精加工和精加工
体验我们广泛的仿形立铣刀产品,这些立铣刀针对整体叶盘加工进行了优化。这些刀具是对叶片表面进行复杂塑形和微调的理想之选,从而确保高质量的表面质量。
所有点铣工序的首选,在倾斜角和可达性方面具有高度灵活性。
用于具有挑战性的点铣工序,包括退刀和复杂形状的去毛刺。
适用于对可达性有挑战的侧铣或点铣工序。
满足高生产率的表面加工需求。提高生产率和缩短周期时间的最佳解决方案。

使用CoroDrill® 860高度安全地进行钻削
SD槽型CoroDrill® 860是专为镍基ISO S材料加工而优化的浅孔钻削解决方案。这款钻头具备稳定且可预测的寿命,能够实现出色的尺寸精度和孔质量。

适用于镍基合金的CB7014高速CBN车削解决方案
在航空航天零件精车加工应用中,ISO S难加工材料的处理颇具挑战性。使用CBN刀片可以提高切削速度和生产率,同时保持零件良好的表面完整性。CBN刀片是针对镍基超级耐热合金的高速精加工而优化,现在可作为标准库存解决方案提供。
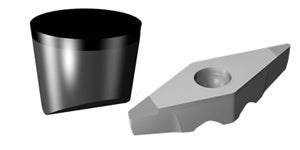
CoroTurn® 107配有导轨接口,适用于高温合金的仿形切削和型腔加工
对相对开放的特征的高温合金零件进行精加工时,最好使用螺纹安装的正前角CBN刀片。凭借多达12个刀片转位,将为您提升高温合金材料的加工效率。导轨接口可为您的仿形切削和型腔加工确保安装安全性、加工安全性,提高可靠性和刀具寿命。

