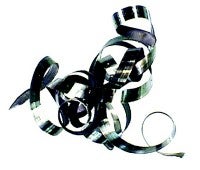
Långa, obrutna spånor som lindas kring verktyg eller arbetsstycke. Beror ofta på låg matning och/eller litet skärdjup.
Orsak
Lösning
Matningen är för låg för den valda geometrin
Öka matningen
Välj en skärgeometri med bättre spånbrytningsförmåga
Använd ett verktyg med precisionstillförsel av skärvätska
Skärdjupet är för litet för den valda geometrin
Öka skärdjupet eller välj en geometri med bättre spånbrytningskapacitet
För stor nosradie
Välj en mindre nosradie
Olämplig ställvinkel
Välj en hållare med så liten ställvinkel (äntringsvinkel) som möjligt. KAPR= 90° (PSIR =0°)
Spånkontroll
Mycket korta spånor, som ofta fastnar i varandra, orsakade av spånbrytning som är för hård. Hård spånbrytning orsakar ofta förkortad livslängd eller till och med skärbrott på grund av hög spånbelastning på skäreggen.
Orsak
Lösning
Matningen är för hög för den valda geometrin
Välj en geometri utformad för högre matning, helst ett enkelsidigt skär
Minska matningen
Olämplig ställvinkel
Välj en hållare med så liten ställvinkel (äntringsvinkel) som möjligt. KAPR= 45°–75° (PSIR 45–15°)
För liten nosradie
Välj en större nosradie
Ytjämnhet
Ytan känns och ser ”repig” ut och uppfyller inte toleranskraven.
Orsak
Lösning
Spånorna bryts mot komponenten och skapar märken i den bearbetade ytan
Välj en geometri som leder bort spånorna från komponenten
Byt ställvinkel
Minska skärdjupet
Välj ett positivt verktygssystem med en neutral lutningsvinkel
Repig yta orsakas av för stor strålförslitning på skäreggen
Välj en sort med bättre motståndskraft mot oxidationsförslitning, t.ex. en cermetsort.
Sänk skärhastigheten
Matningen är för hög, vilket i kombination med för liten nosradie ger en grov yta
Välj ett wiperskär eller en större nosradie
Minska matningen
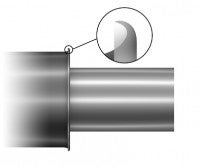
Gradbildning
Gradbildning på arbetsstycket när verktyget går in i eller lämnar det.
Orsak
Lösning
Skäreggen är inte tillräckligt vass
Matningen är för låg för eggens trubbighet
Använd skär med vassa eggar, PVD-belagda skär eller slipade skär vid låga matningshastigheter, < 0,1 mm/varv (0,004 tum/varv)
Strålförslitning vid skärdjupet, eller urflisning
Använd en hållare med en liten ställvinkel
Gradbildning i slutet eller början av passeringen
Starta eller avsluta passeringen med en fas eller en radie när verktyget lämnar/går in i arbetsstycket
Vibrationer
Höga radiella krafter på grund av vibrationer, eller chattermärken som beror på verktygsuppsättningen eller verktygsmonteringen. Typiskt för invändig bearbetning med svarvbommar.
Orsak
Lösning
Olämplig ställvinkel
Välj en större ställvinkel (äntringsvinkel). KAPR = 90° (PSIR = 0°)
Nosradien är för stor
Välj en mindre nosradie
Olämplig eggrundning, eller negativ fas
Välj en sort med tunn beläggning eller en obelagd sort
För stor fasförslitning på skäreggen
Välj en slitstarkare sort eller minska hastigheten
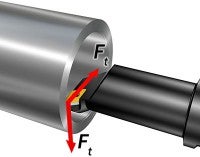
Vibrationer
Höga tangentiella skärkrafter.
Orsak
Lösning
Skärgeometrin skapar höga skärkrafter
Spånbrytningen är för hård, vilket leder till höga skärkrafter
Välj en positiv skärgeometri
Minska matningen eller välj en geometri för högre matningar
Skärkrafterna varierar eller är för låga på grund av litet skärdjup
För optimerade skärdata, högsta komponentkvalitet och maximal verktygslivslängd bör du alltid kontrollera skäreggen efter bearbetningen. Använd den här listan med orsaker till olika typer av skärförslitning och lösningar på problemen för att lyckas med svarvningen.
Fasförslitning Den lämpligaste förslitningstypen i alla applikationer. Ger lång och förutsägbar skärlivslängd.
Skärhastigheten är för hög
För seg sort
Otillräcklig slitstyrka
Hårda beståndsdelar i arbetsstyckets material
Sänk skärhastigheten
Välj en mer lämplig sort beroende på krav avseende seghet eller slitstyrka
Strålförslitning
Kletande och/eller deformationshärdande material
Använd en ställvinkel på ca 90° (ca 0° äntringsvinkel)
Geometrin är för negativ
Välj en vassare egg
Minska ställvinkeln
Variera skärdjupet
Gropförslitning
För hög skärhastighet och/eller matning
Spånbrytningen är för hård
Kemisk upplösning eller abrasiv förslitning
Slitstyrkan är för låg
Minska skärhastigheten eller matningen
Välj en slitstarkare sort
Välj en mer öppen/positiv skärgeometri
Plastisk deformation Stukning Intryckning
Hög värmebelastning och tryck, skärtemperatur för hög
För seg/mjuk sort
Otillräcklig skärvätsketillförsel
Minska värmen och tryckbelastningen genom att minska skärhastigheten och/eller matningen
Vid eggstukning, minska först matningen
Vid flankstukning, sänk först hastigheten
Välj en sort med högre motståndskraft mot förslitning/värme
Välj en mer öppen/positiv skärgeometri
Öka skärvätsketillförseln
Löseggsbildning (BUE)
För låg skärtemperatur
Kletande material
Geometrin för negativ
För tjock beläggning
Öka skärtemperaturen genom att öka hastigheten
Välj en PVD-belagd sort (mindre BUE på PVD-beläggning)
Välj en positiv skärgeometri
Flagning
Kletande material
Skärhastigheten är för låg
Intermittent bearbetning med skärvätska
Beläggningen för tjock
Öka skärhastigheten
Stäng av skärvätskan
Välj en sort med tunnare beläggning och bättre eggsäkerhet (PVD)
Urflisning på eggen
Instabila förhållanden
För hård/spröd sort
För tjock beläggning (CVD, leder till egglinjeflagning)
Gör maskinförhållandena mer stabila
Välj en segare sort
Välj en starkare geometri
Välj en sort med tunnare beläggning (PVD)
Värmesprickor
Varierande skäreggstemperatur
Intermittenta ingrepp och skärvätska
Sorten är känslig för kraftiga värmeväxlingar
Användning av sort med tjockare beläggning (CVD)
Stäng av skärvätskan eller använd väldigt mycket skärvätska för att uppnå jämn temperaturnivå
Sänk skärhastigheten
Välj en sort med tunnare beläggning (PVD)
Brott
För stor förslitning
Fel sort har valts (för seg/hård)
Fel skärdata
Kör kortare operationer (kortare tid i ingrepp): kontrollera hur förslitningen börjar och den dominerande förslitningstypen
Ändra skärdata
Välj lämpligare skärsort/-geometri
Skjuvbrott – keramiska skär
För hög verktygsbelastning
Minska matningen
Välj en segare sort
Välj ett skär med mindre fas eller använd en annan geometri för att ändra skärkraftens riktning
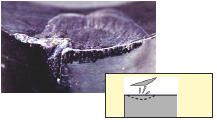
Urflisning utanför skärzonen
Spånstockning på grund av plansvarvning mot skuldra
Spånorna böjs av mot skäreggen
Matningen eller matningsriktningen är inte optimerad
Ändra operationsvägen (för att undvika svarvning mot skuldran)