Invändig svarvning

Invändig svarvning innebär att arbetsstyckets innerdiameter bearbetas. Två utmaningar vid invändig svarvning är långa överhäng och dålig spånavgång. Långa överhäng kan innebära problem med både avböjning och vibrationer. Vibrationer och dålig spånavgång kan orsaka skärbrott. Svårigheter med spånavgång kan också leda till dålig ytjämnhet.
Grundläggande applikationer för utvändig svarvning är längdsvarvning (1) och profilsvarvning (2).
Längdsvarvning

Valet av verktyg begränsas starkt av komponentens håldiameter och längd (håldjupet med överhäng). En allmän regel är att välja ett verktyg med kortast överhäng och största möjliga verktygsstorlek.
Om man väljer rätt verktyg för arbetet, använder det korrekt och spänner fast det ordentligt påverkar detta möjligheterna att minimera verktygsavböjningen och vibrationerna.
Skärform
Vid invändig svarvning är det en fördel att använda skär med positiv grundform eftersom de har lägre skärkrafter jämfört med negativa skär. En liten nosvinkel, liksom en liten nosradie, bidrar också till att minska skärkrafterna.
Ställvinkel
Ställvinkeln påverkar de axiella och radiella krafternas storlek och riktning. En stor ställvinkel (liten äntringsvinkel) ger en stor axiell skärkraft och en liten ställvinkel (stor äntringsvinkel) ger en stor radiell skärkraft. Vi rekommenderar att man väljer en ställvinkel nära 90° (0° äntringsvinkel) och aldrig mindre än 75° (15° äntringsvinkel).
Verktygshållare
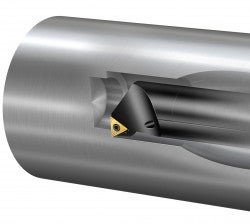
Om komponenten har en skuldra att bearbeta ska du välja ett verktyg med en ställvinkel på 91–95° (en äntringsvinkel på -1° till -5°). Vi rekommenderar att man använder ett triangulärt skär eller ett skär i D-utförande (55°).
Välj ett skär med C-utförande (80°) om det krävs starkare egg.
Om arbetsstycket saknar skuldra och förhållandena är stabila kan du öka produktiviteten genom att välja ett kvadratiskt skär och en ställvinkel på 75° (15° äntringsvinkel).
Svarvverktyg för längdsvarvning
Profilsvarvning

Vid invändig profilsvarvning utsätts verktyget för både radiella och tangentiella skärkrafter. De radiella skärkrafterna böjer ut verktyget från arbetsstycket och de tangentiella krafterna tvingar verktyget nedåt, bort från centrumlinjen.
Vid svarvning av hål med liten diameter är det extra viktigt att skärets släppningsvinkel är tillräckligt stor för att undvika kontakt mellan verktyget och hålväggen.
Skärform
Vid profilsvarvning kan ingreppet variera beroende på skärdjup, matning och hastighet. Man ska välja största lämpliga nosvinkel på skäret för styrka, kostnadseffektivitet och åtkomlighet. De vanligaste nosvinklarna är 55° och 35°.
Ställvinkel
Både ställvinkel och nosradie är viktiga faktorer för åtkomligheten. Arbetsstyckets profil måste analyseras för att man ska kunna välja den lämpligaste kopiervinkeln.
En friskärande vinkel på minst 2° mellan arbetsstycket och skäret måste bibehållas. Men på grund faktorer som rör ytjämnhet och livslängd rekommenderas minst 7°.
Verktygshållare
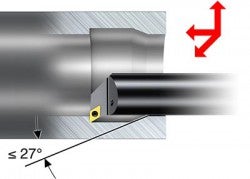
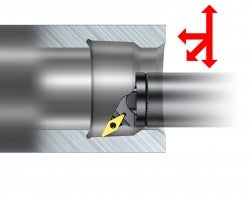
Första val är ett verktyg med en ställvinkel på 93° (äntringsvinkeln -3°) och ett skär i D-utförande (55°). Använd ett skär i V-utförande (35°) om det krävs större rampningsvinkel.
För möjlighet att profilsvarva eller göra hörnsläppningar ska du välja en hållare med en ställvinkel på 107–117° (-17° till -27° äntringsvinkel).
För baksvarvning finns särskilda verktyg som är utformade för att bearbeta skuldror i motsatt riktning