
Kärnborrning
Vad är kärnborrning?
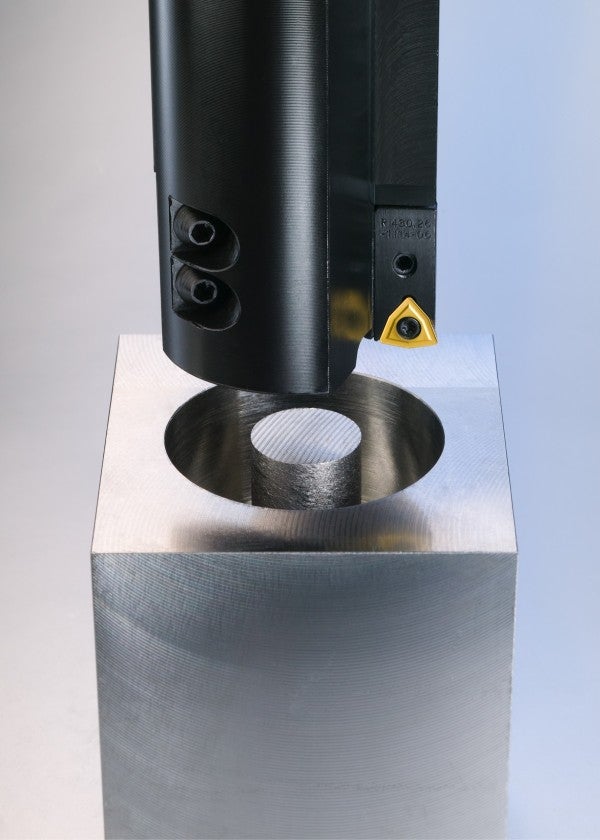
Kärnborrning är en teknik som används för borrning av hål med större diametrar där maskineffekten är begränsad, eftersom metoden inte kräver lika hög effekt som konventionell borrning där hela hålet omvandlas till spånor. Kärnborrningsverktyget bearbetar inte hela diametern, endast en ring i periferin. I stället för att allt material avlägsnas i form av spånor blir en kärna kvar i mitten av hålet. Därför kan metoden endast användas i applikationer med genomgående hål.
Konfigurationsrekommendationer för kärnborrning
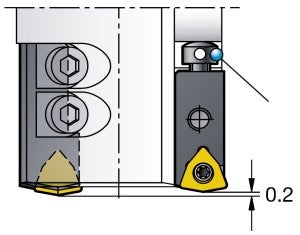
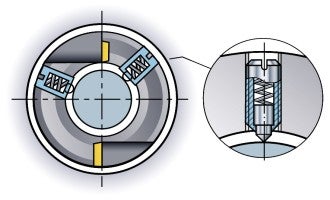
Justerskruv
Roterande och stillastående borr
Periferiskäret måste ställas in 0,20 mm (0,008 tum) bakom det inre skäret.
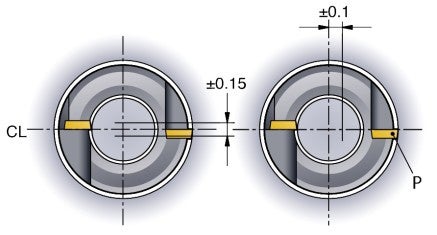
Stillastående borr
- Borret ska placeras med skären på horisontalaxeln
- Borret får inte förskjutas mer än -0,15 mm (0,006 tum) från arbetsstyckets centrumlinje i förhållande till periferiskäret
- Den perifera skäreggen (P) bör monteras inom +0,1 mm (0,004 tum) i horisontalplanet från spindelns centrumlinje (CL)
Hantering av kärnan
Vertikal montering
Under kärnborrningen ramlar kärnan ner när borret bryter igenom, vilket normalt sett inte innebär några problem.
Horisontell montering
Långa och tunga kärnor kan behöva ett stöd för att förhindra att de faller ner och skadar innerskäret.
Roterande borr – fixera kärna
Borra ett hål i kärnan. Fixera en plugg i hålet för att förhindra att kärnan (C) faller.
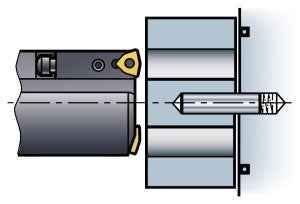
Stillastående borr – stöd av kärnan
Om borret är försett med ett kärnstöd bör borret monteras med inbyggnadshållarna på den vertikala axeln och periferiskäret nedåt.
